Von Dr. Axel Luft
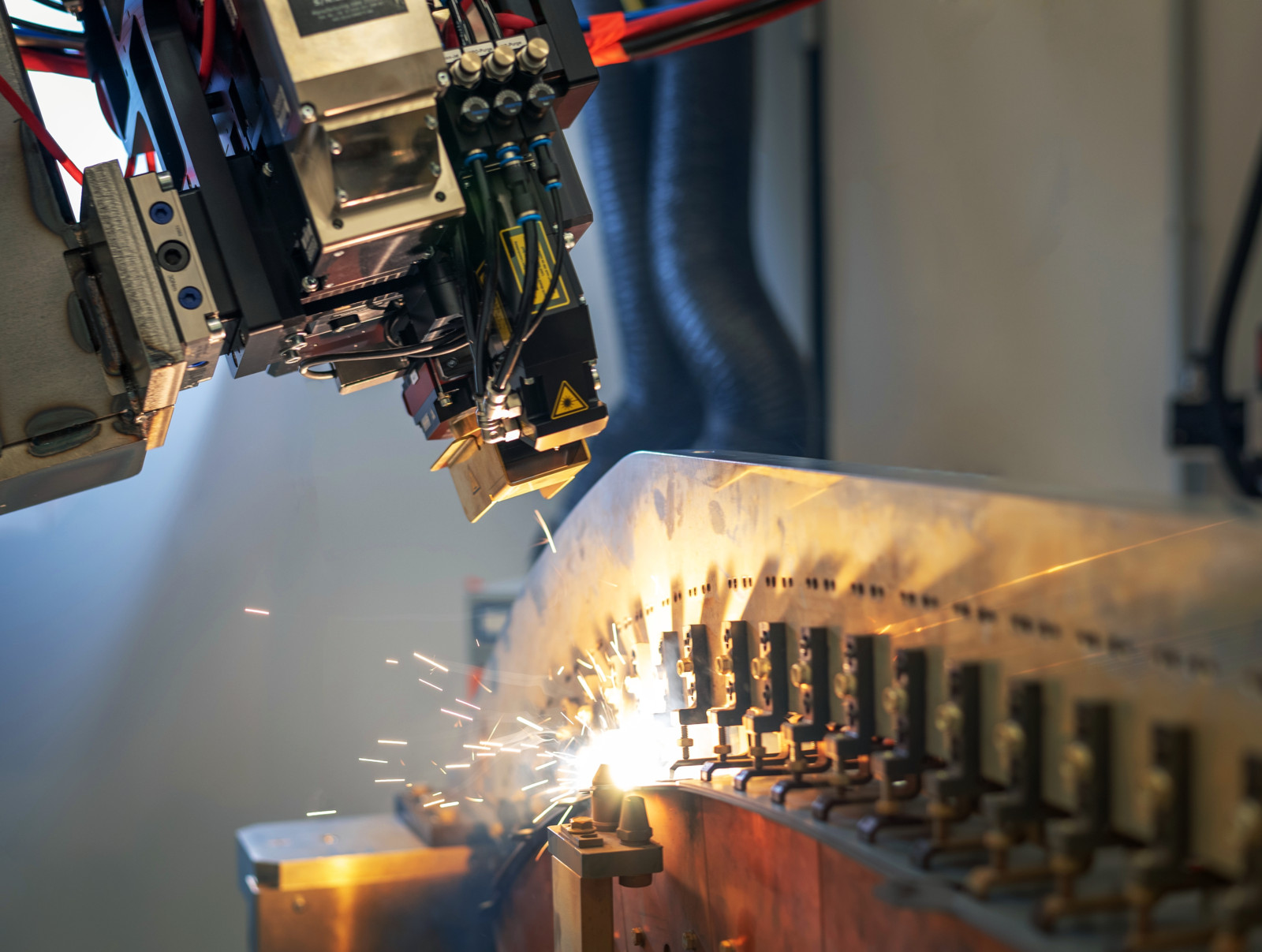
In der Industrie hat der Laser nicht zuletzt die Verarbeitung von Metall revolutioniert. Immer dann, wenn höchste Ansprüche an Geschwindigkeit, Erscheinungsbild und gleichzeitig Qualität der Bauteile gestellt werden, ist der Laser für die Fertigungsaufgabe die erste Wahl. Laserstrahlen lassen sich sehr gut fokussieren und erreichen dadurch hohe Leistungsdichten. Beim Schweißen und Löten bedeutet dies deutliche Vorteile gegenüber traditionellen Methoden wie dem Lichtbogen. Lasergefertigte Nähte sind zum einen deutlich filigraner. Die Teile können zum anderen direkt weiterverarbeitet werden. Es entfällt die Nachbearbeitung, das Beseitigen von Spritzern etwa oder die Oberflächenbearbeitung von Nähten und Kanten. Der geringe Wärmeeintrag verhindert den beim MIG/MAG-Bearbeiten üblichen Verzug des Bauteils. Der Einsatz von Laser eignet sich insbesondere auch dann, wenn dünne Materialien bearbeitet werden müssen oder das zu bearbeitende Teil nur schwer zugänglich ist. Nahtformen wie Kehl-, Überlapp-, I-Stoß- oder Bördelnähte sind problemlos realisierbar. Der Laser ermöglicht zudem die Verwendung von verschiedenen Metallen wie beispielsweise Titan, Aluminium, Carbon, hochfesten Stählen, Kupfer oder Kupferlegierungen.
Laseranlagen amortisieren sich schnell
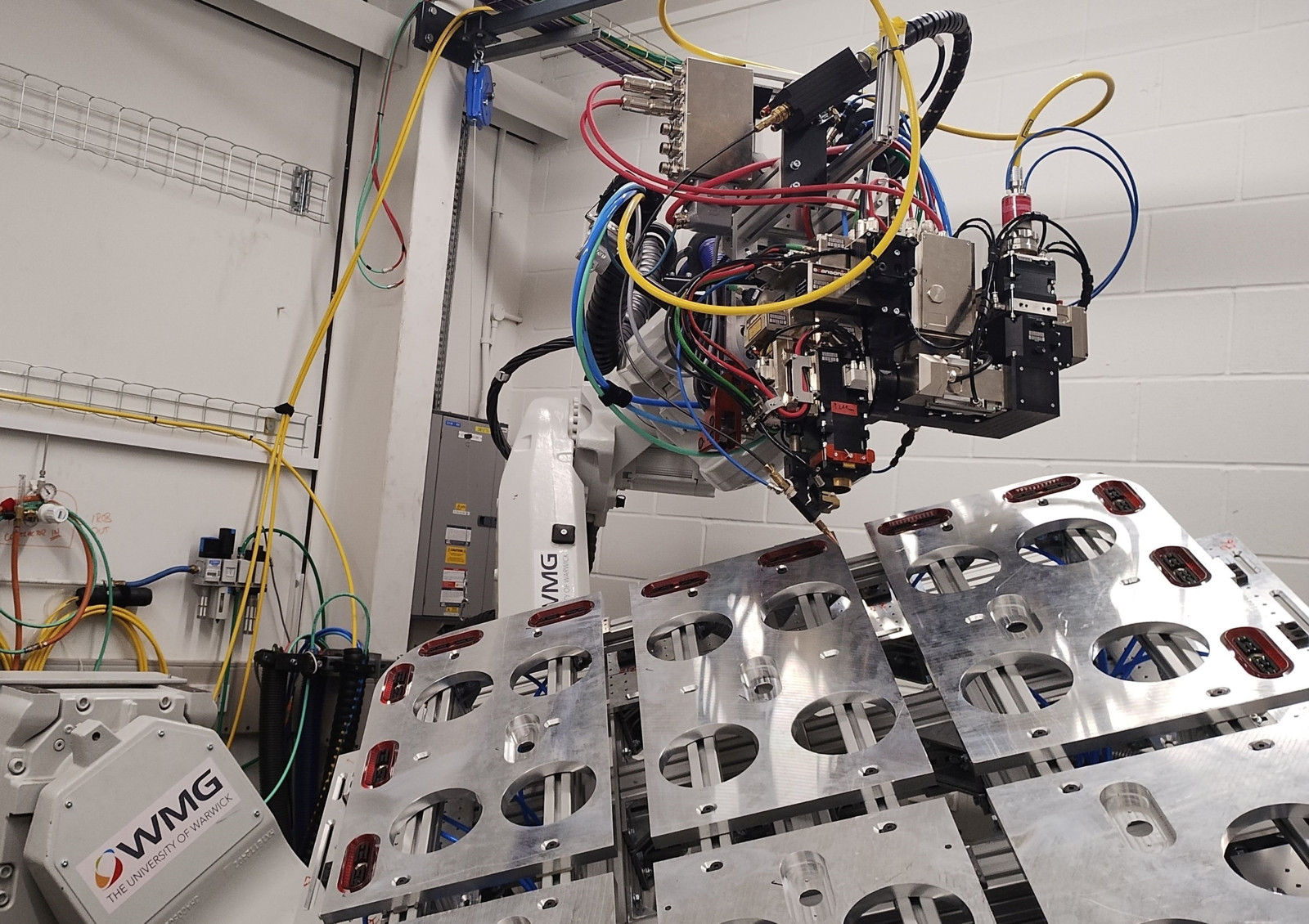
Eine Anlage zur Laserbearbeitung besteht in der Regel aus drei wesentlichen Komponenten: der Führungsmaschine - meist ein Roboter -, der Laserquelle und schließlich der Laserbearbeitungsoptik. Die Qualität der gefertigten Schweiß- oder Lötnaht wird entscheidend von der Leistung dieser Optik bestimmt. Sie lenkt, verändert und fokussiert die Laserstrahlung und macht sie für die spezifische Anwendung optimal nutzbar. Der Roboter übernimmt im Prozess die Bewegungen über das Bauteil.
Maschinen- und Anlagenbauer entwickeln für ihre Kunden üblicherweise eine auf sie zugeschnittene Komplettlösung, bei denen alle drei Komponenten genau aufeinander und auf die jeweilige Fertigungsaufgabe abgestimmt sind. Dabei verwenden sie Laserquellen und Bearbeitungsoptiken von spezialisierten Zulieferern. Die Investitionskosten für eine Laseranlage amortisieren sich schnell. Deutlich höhere Arbeitsgeschwindigkeiten tragen dazu bei.
Laserbearbeitungsoptik als Schlüsselkomponente
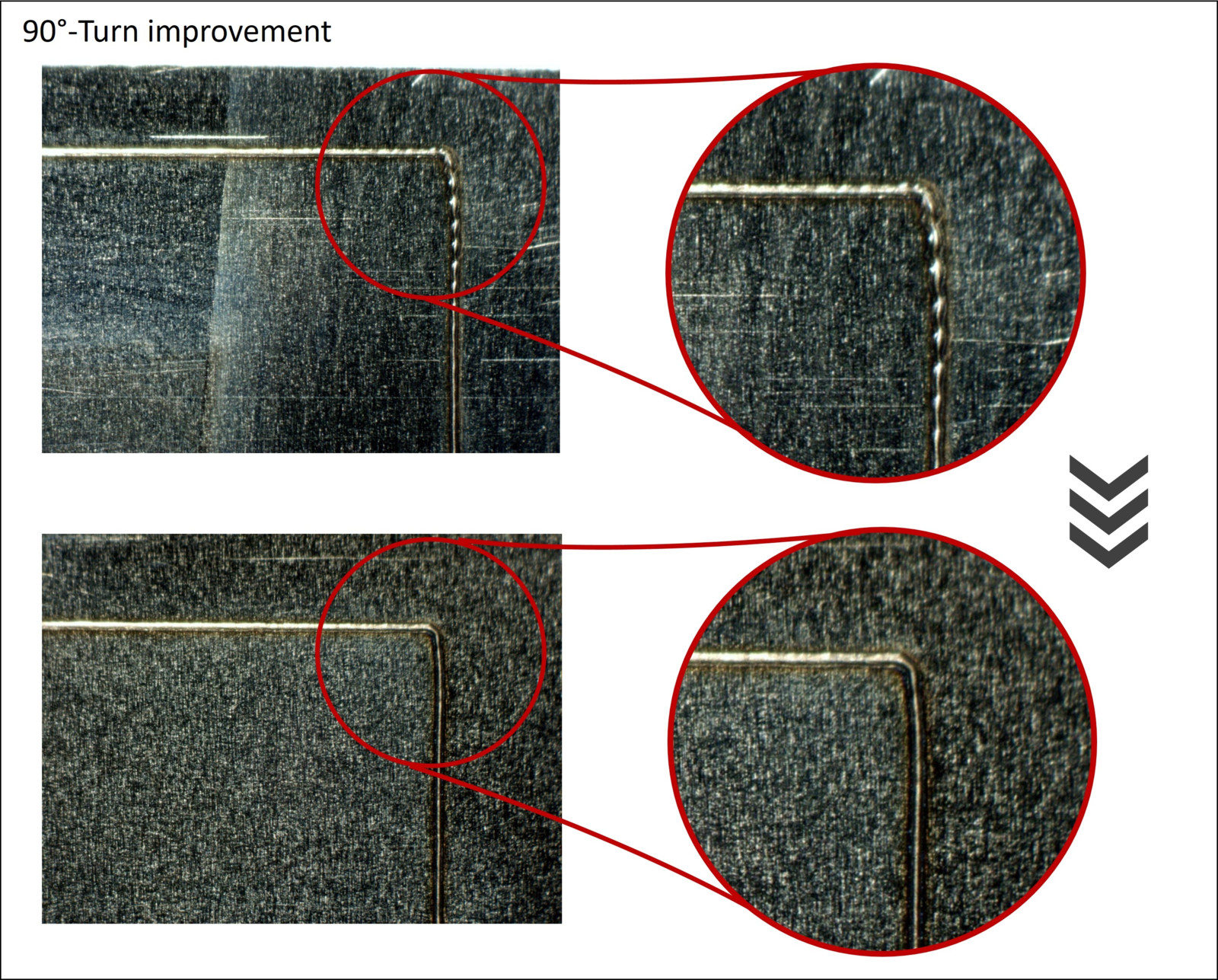
Für die optimale Bearbeitungslösung müssen im Vorfeld eine Reihe von Parametern berücksichtigt werden. Diese sind unter anderem abhängig von Werkstoff, Bauteilgeometrie und geforderter Taktzeit. Dabei hängt die Qualität am Ende wesentlich von der genauen Fokussierung und Positionierung des Laserstrahls ab. Deshalb steht bei dem Berliner Unternehmen Scansonic vor jedem Auftrag die intensive Auseinandersetzung mit der Fertigungsaufgabe im Vordergrund. Scansonic gehört seit nunmehr über 20 Jahren zu den führenden Entwicklern und Herstellern von Laserbearbeitungsoptiken zum Laserschweißen, -löten, -schneiden, -härten oder -beschichten. Die dazugehörige Sensorik und Systeme zur Prozessbeobachtung ergänzen das Portfolio. Die Optiken sind kompatibel mit den Lasern und Robotern aller gängigen Hersteller und ermöglichen damit maximale Flexibilität für den Kunden. Erst nach einer genauen Analyse, meist auch in Anwendungstests im hauseigenen Labor, wird eine für die Kundenanforderungen passende Optik konfiguriert und die dazugehörige Software programmiert. So lassen sich zum Beispiel Schweißnähte verbreitern, indem der Laserstrahl einige Millimeter kreis- oder spiralförmig entlang dem Fügestoß oszilliert oder die Rissanfälligkeit einer Aluminiumverbindung durch einen zugeführten Zusatzdraht vermeiden. Dafür greifen die Ingenieure auf erprobtes Know-how sowie eine Fülle bewährter Technologien und Produkte zurück, die jedes Anforderungsprofil - von durchschnittlich bis hochkomplex – abdecken. Ermöglicht wird das durch das unternehmenseigene scapacs-Baukastensystem.
Viele Konfigurationsmöglichkeiten
Rein theoretisch können damit über 10 Mio. verschiedene Produktkonfigurationen erstellt werden. Noch ein Benefit: Auf diese Weise werden nur die Komponenten verbaut, die der Kunde am Ende auch benötigt. Entwickelt werden die Lösungen im unternehmenseigenen Laser Application Center. Mit über 700 m2 und zehn Laserlaboren sowie verschiedenen Lasertypen und Robotern zählt es industrieweit zu den größten und am besten ausgestatteten Entwicklungsstätten. Hier entwickeln die Ingenieure innovative Lösungen selbst für völlig neuartige Bearbeitungsaufgaben, anspruchsvolle Materialkombinationen oder Bauteilgeometrien. Häufig senden Kunden ihre Bauteile ein, für die bei Scansonic die passende Fertigungsstrategie entwickelt wird. Für viele Anwendungen zeigt sich der Laser als das optimale Werkzeug. Für die Entwicklung der passenden Fertigungsstrategie braucht es neben der passenden Technik einen Partner, der die Aufgabe versteht und die Parameter beherrscht. Erst dann lassen sich die Vorteile des Lichtstrahls in vollem Umfang ausschöpfen.