Begonnen hatte Firmengründer Manfred Seiwald im Jahr 1991 noch mit dem Fokus auf die reine Blechbearbeitung. Doch dabei blieb es nicht: „Heute haben wir einen großen Kundenstamm aufgebaut, für den wir als Lohnfertiger agieren und ein breites Leistungsspektrum bereithalten“, erzählt Dieter Achleitner, der bei Seiwald als Stellvertreter der Geschäftsführung tätig ist. Das Unternehmen produziert sowohl Serien-, als auch Einzelteile.
Vorteile durch große Fertigungstiefe
Achleitner macht deutlich: „Daraus resultiert, dass wir tagtäglich vor anderen Teilen stehen.“ Auf der Terminseite sei man trotzdem sehr zuverlässig und könne auf Anfragen flexibel reagieren – vor allem, weil man viele Prozesse selbst realisiere. „Wir sind der kompetente Blechfertiger, der in die Tiefe gehen kann“, nennt er einen der Aspekte, mit dem sich die Seiwald Blechform GmbH im Markt positioniert.
Von dieser Kompetenz profitieren Zulieferer für die Textilindustrie und Medizintechnik ebenso wie Unternehmen aus der Baubranche und dem Sonderfahrzeugbau. Bei Bedarf übernimmt Seiwald auch entwicklungsbegleitende Leistungen, wenn ein Kunde beispielweise keine eigene Konstruktion hat. So ist mittlerweile ein Kundenstamm gewachsen, der in Österreich, Deutschland und Italien direkt beliefert wird.
Konsequente Fertigungskette
Im Wesentlichen wird auftragsbezogen gefertigt, was täglich neue Teile auf die Maschinen bringt und eine hohe Flexibilität erfordert. Der Zuschnitt erfolgt in der Regel auf einer von zwei Flachbettlasermaschinen: einem CO2-Laser von Trumpf mit 5 kW Leistung und einen 10-kW-Faserlaser von Bystronic für Blechdicken bis 40 mm. Abhängig von den Kundenanforderungen teilt sich der Weg der Bauteile dann im nächsten Schritt.
- Je nach Umfang der Senkungen oder Gewinde, die auszuführen sind, wird entschieden, ob es vor oder erst nach diesen Arbeiten zur Kanten- und Oberflächenbearbeitung kommt.
- Dann werden die Kanten gebrochen und verrundet, Außenkanten von Oxyd befreit und die Oberfläche geschliffen.
- Im Anschluss folgen das Biegen und Schweißen der Teile, wobei Baustähle und Edelstähle getrennte Wege gehen.
- Abschließend werden je nach Auftragsumfang die Teile gegebenenfalls zu Baugruppen oder Anlagenteilen montiert.
Um eine Materialverschleppung von Bau- auf Edelstahl und damit die das Risiko von Korrosion von vornherein auszuschließen, trennt Seiwald die Materialgruppen, wo immer es geboten ist. Ein Knackpunkt in der Fertigungskette ist hierbei das Schleifen, was zum zweiten Unterscheidungsmerkmal führt: der Qualität.
Qualitätsmerkmal Kantenbearbeitung
„Am Markt gibt es viele Unternehmen, die Blechteile so anbieten werden, wie sie vom Laser kommen. Viele Kunden erwarten auch nicht, dass die Kanten und Oberflächen bearbeitet sind“, berichtet Achleitner. „Wir heben uns davon bewusst ab und bieten mit der Kanten- und Oberflächenbearbeitung eine höhere Qualitätsstufe.“ Hinzu kommt, dass Seiwald für bestimmte Branchen fertigt, in denen die Kantenbearbeitung von Edelstahl unumgänglich ist – für die Medizintechnik beispielsweise. Bei Baustahl dagegen können die scharfen Kanten bei der Lackierung und anderweitiger Oberflächenbeschichtung stören.
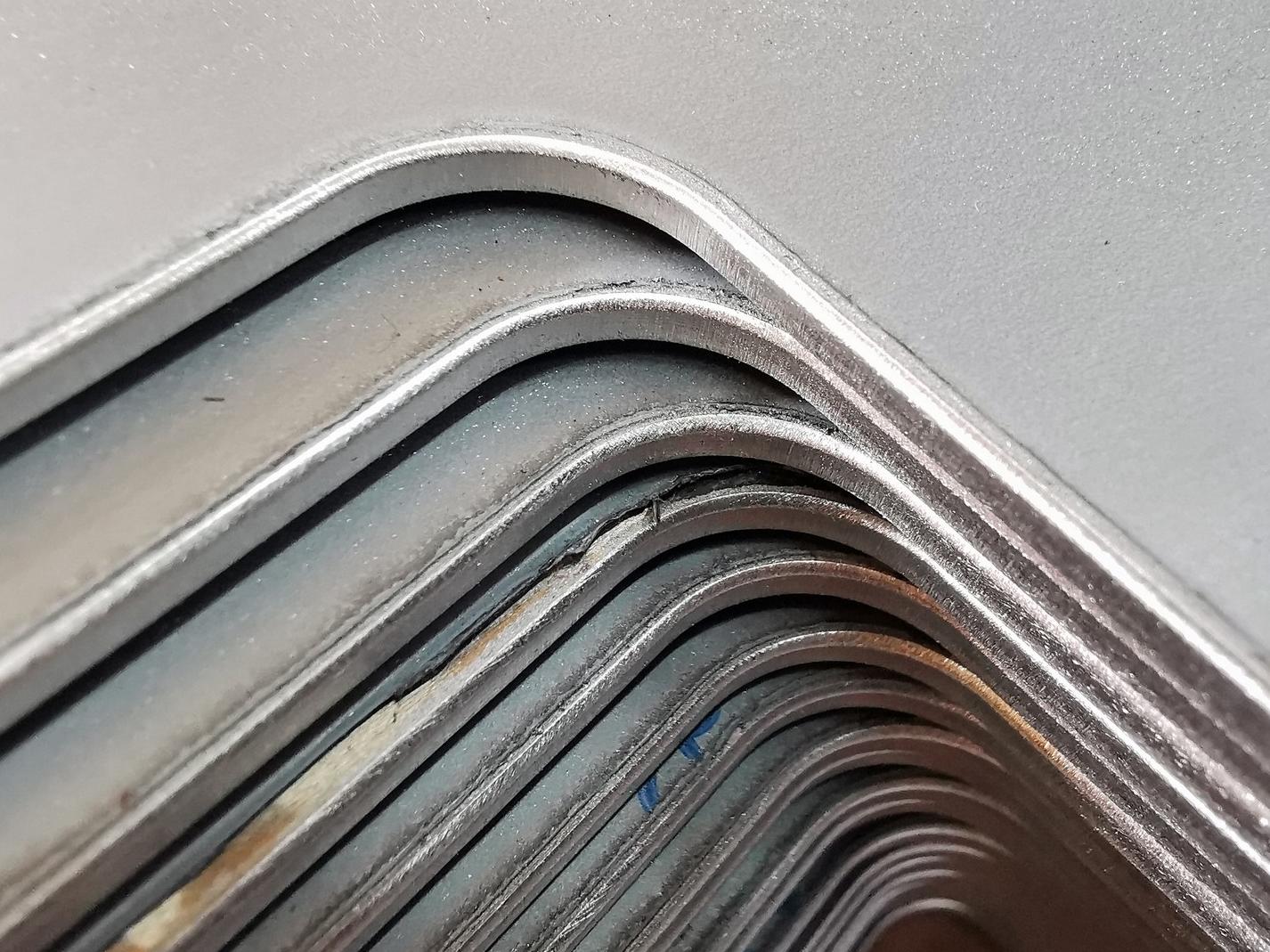
Um sicherzustellen, dass keine Korrosion auftritt, ist das Kantenbrechen oder -verrunden erforderlich. „Bei Teilen aus Edelstahlblech haben wir aufgrund des Laserschnitts stets scharfe Kanten“, erklärt Achleitner. „Außerdem ist an der Unterseite immer eine leichte Gratanhaftung zu beobachten. Solche Teile wollen wir nicht an unsere Kunden liefern. Darum haben wir in das Schleifen investiert.“ Auch gäbe es hin und wieder Kunden, die optisch geschliffene Oberflächen wünschten. „Standard ist bei uns jedoch die Kantenbearbeitung“, betont Achleitner. „Das ist unser Qualitätsmerkmal, mit dem wir uns vom Wettbewerb unterscheiden.“
Beim Schleifen die Materialspezifik beachten
Bei Seiwald sind gleich zwei Schleif- und Entgratmaschinen von Weber im Einsatz, das Materialspektrum ist dabei strikt aufgesplittet. So gibt es eine Schiene für Edelstahl- und Aluminiumteile, die von einer Weber PT 1350 mit einem Topfinish versehen werden. Mit einer zweiten PT 1350 wird die Kanten- und Oberflächenbearbeitung von Schwarzstahl umgesetzt. Eine Materialverschleppung ist dadurch ausgeschlossen.
Dass Seiwald wieder verstärkt Baustahl schleift, hat im Übrigen mit der neuen Technologie beim Laserschneiden zu tun. „Mit unserer Fiber 10000 von Bystronic lasern wir Baustähle nicht mehr klassisch mit Sauerstoff, sondern mit Stickstoff“, so Achleitner. „Das verschafft uns nicht nur eine immense Steigerung bei den Vorschüben, es gibt auf der Schnittkante auch keine Oxidschicht mehr. Anders als beim Sauerstoff-Schneiden entstehen an der Unterseite jedoch leichte Schnittgrate. Daher gehen wir heute mit Baustahl wieder in die Kantenbearbeitung.“
Auch die Dicke macht einen Unterschied
Aber auch, „dass bei Edelstahl und Aluminium eher im Dünnblech- und bei Baustahl eher im Dickblechbereich gearbeitet wird, hat Auswirkungen auf das jeweilige Schleifverfahren“, betont Georg Weber, Geschäftsführer der Hans Weber Maschinenfabrik. „Weil das Material im Dickblechbereich nicht eben gedrückt werden kann, muss das Verfahren deutlich mehr Unebenheiten ausgleichen können als bei Dünnblech. Während das bei einer Schleifwalze zwei bis drei Zehntel sind, kann ein Bolzenschleifbalken bis zu 6 mm elastisch auslenken und so alle Unebenheiten mit konstanten Zerspanverhältnissen entgraten.“
Anwendungsspezifisch konfiguriert
Auf beiden Weber-Maschinen wird trocken geschliffen, jeweils mit einer Station für das Schleifen der Oberfläche und einer für die Bearbeitung der Kanten und Außenseiten. Weber beschreibt den Prozess: „Im Edelstahl- und Aluminiumbereich bearbeitet zuerst eine Schleifwalze die Fläche und trägt überstehendes Material ab. Bei Baustahl übernimmt diese Aufgaben ein Bolzenschleifbalken. Mit einem Planetenkopf wird anschließend in beiden Maschinen verrundet und die Außenkantenbearbeitung umgesetzt. Der Planetenkopf garantiert hierbei konstant gute, reproduzierbare Resultate. In beiden Weber PT arbeitet der Planetenkopf mit Topfbürsten, die aus einer Kombination von Fließ- und Schleifmaterial bestehen und 3 mm tief fahren.“
Die Baureihe Weber PT
Bei einer Arbeitshöhe von 900 mm sind die Maschinen in der Standardbreite 1.350 mm ausgeführt. Neben dieser Ausführung bietet Weber regulär die Breiten 1.100 und 1.600 mm an, aber auch Sonderbreiten werden bereitgestellt. Bei möglichen Werkstückdicken von 0,3 bis 100 mm arbeiten die Weber PT 1350 mit einer stufenlosen Vorschubgeschwindigkeit von 1 bis 10 m/min und Schleifbandlängen von 2.620 mm. Konfigurieren lassen sie sich mit bis zu vier Schleif- oder Bürststationen, deren Anordnung frei wählbar ist.
Die Maschinen verfügen serienmäßig über eine Dickenmessung, sodass bei wechselnden Aufträgen mit unterschiedlichen Dicken stets die Betriebssicherheit gewährleistet ist. Ausgerüstet sind beide Weber PT zudem mit einer Absaug- und Filteranlage. Die Bedienung erfolgt per Siemens Multi Panel TP Comfort in Verbindung mit dem für Weber typischen i-Touch-Controller. „Was der Anwender manuell auszuführen hat, ist allein der Werkzeugwechsel. Alles andere ist motorisiert verstellbar beziehungsweise digital steuerbar“, beschreibt Georg Weber die komfortable Handhabung der Maschinen.
Kundenerwartungen bedienen
Einen prozesssicheren Ablauf unterschiedlichster Standardbearbeitungen – auch mit weniger geschultem Mitarbeitern – unterstützen die Schleif- und Entgratmaschinen durch einfaches Handling und die hinterlegten Programme. „Sind spezielle Arbeiten wie etwa optische Oberflächen gefragt, geht der Spezialist an die Maschine“, erklärt Achleitner, bevor er sein Resümee zieht: „Indem wir heute den gesamten Bereich der Laserzuschnitte abdecken, sind wir sehr gut aufgestellt. Wir haben nicht nur die Materialtrennung, die für uns seit Jahrzehnten fundamental ist, auch im Schleifbereich konsequent umgesetzt. Vor allem erzielen wir mit den beiden Weber PT 1350 auch die Leistungen und die Qualität, die unsere Kunden erwarten.“