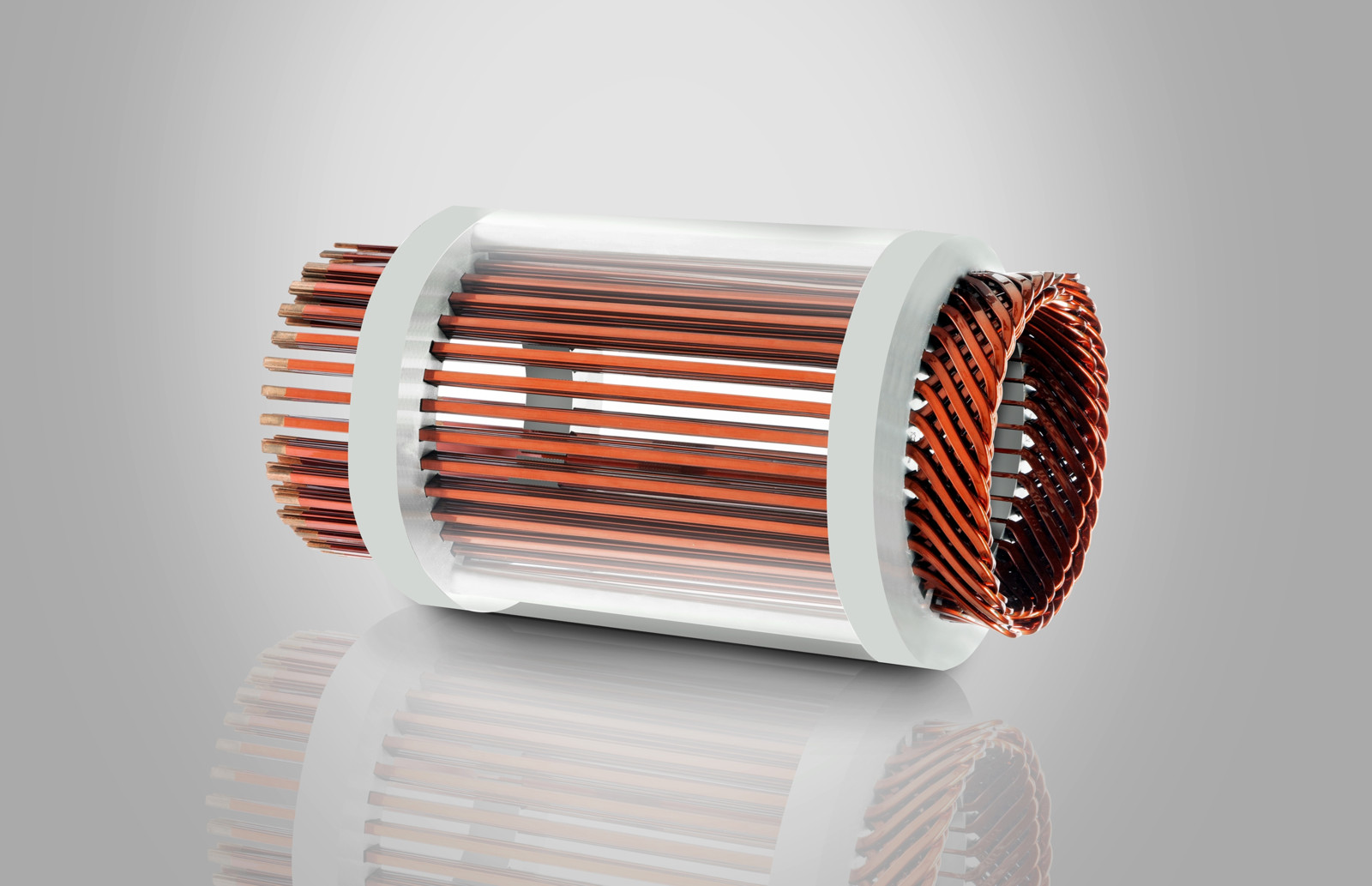
Die Vorarbeit hatte sich gelohnt und die Freude bei Bihler war dementsprechend groß, als der jüngste Großauftrag eines weltweit führenden Automobilzulieferers in trockenen Tüchern war. Gleich acht Maschinen zur Massenfertigung von Hairpins wurden bestellt, die ab 2023 ihre Produktion aufnehmen sollen. Der Kunde setzt die Bihler-Maschinen in der Produktion seiner Elektromotoren ein. Um in E-Motoren eine noch höhere Dauerleistungsdichte zu erzielen, kommt in den Statoren die Hairpin-Technologie zum Zuge. Durch den Einsatz der haarnadelförmigen Spulensegmente und einen hohen Automatisierungsgrad ermöglicht diese Technologie, hochwertige Statoren mit höherem Füllgrad und damit mehr Leistungsdichte zu fertigen – und das in Taktzeiten wie bei einem Verbrennungsmotor. Die georderten Hairpin-Maschinen Typ BM-HP 3000 von Bihler bilden in der mehrstufigen Produktionskette einen entscheidenden Baustein.
Dreimal höhere Taktleistung in der Hairpinfertigung
„Auf jeder der acht BM-HP 3000 werden verschiedene Hairpin-Varianten in einem hocheffizienten Fertigungsprozess hergestellt. Dieser reicht vom Einzug des Kupferlackdrahtes bis hin zur sortenreinen Bereitstellung der fertigen Hairpins“, sagt Martin Lehman, Key Account Manager E-Mobility bei Bihler. Dazu sind alle modular aufgebauten Prozessschritte optimal aufeinander abgestimmt und in einer Fließfertigung miteinander kombiniert. Dadurch lassen sich sehr hohe Taktraten erzielen. „Die BM-HP 3000 überzeugt mit einem Output von 60 bis 120 Hairpins pro Minute abhängig von Drahtquerschnitt und Schenkellänge. Das sind dreimal höhere Taktleistungen als bei sequenziellen Systemen“. Auch die schnellen Variantenwechsel tragen zur hohen Produktivität der Anlage bei. Hinsichtlich Kopfgeometrie und Pinlänge erfolgt die Umstellung von einer Variante auf eine andere „on the fly“, das heißt vollautomatisch und bei unveränderter Maschinentaktrate, einzig über die zentrale VariControl-Steuerung. Das spart wertvolle Zeit und sichert eine reibungslose Produktion.

Materialschonende, präzise Bearbeitung
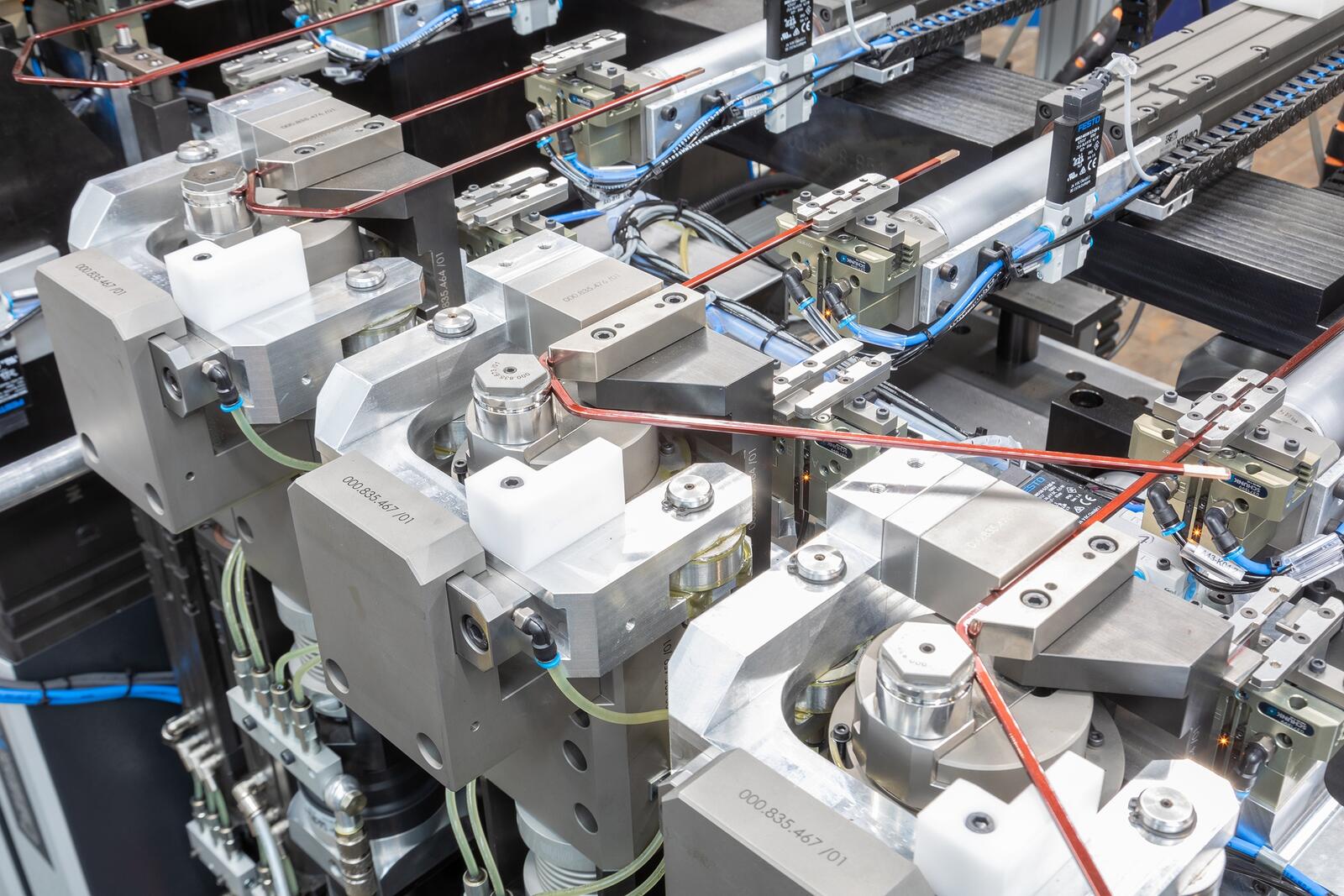
Der innovative Fertigungsprozess der Hairpins auf der BM-HP 3000 beginnt mit dem mehrstufigen Richten des flachen Kupferlackdrahts zur Eliminierung von Restkrümmungen und Chargenschwankungen. Der Radialzangenvorschub RZV 2.1 zieht dazu den Draht schlupffrei mit bis zu 3,2 m/sec. direkt vom Coil ein. Der Servovorschub garantiert eine Wiederholgenauigkeit von +/- 0,02 mm und eine schonende Behandlung des Lacks durch die Mehrfachklemmung. Darauf trennt ein NC-Modul den Draht gratarm auf gestreckter Länge ab. Als nächste Schritte folgen NC-gesteuert das mechanische Abisolieren sowie das gleichzeitige, saubere Anfasen der beiden Drahtenden mit bis zu 120 Hüben pro Minute. Der Gesamtquerschnittsverlust bleibt hierbei unter 0,05 mm. Zukünftig gleicht eine integrierte, patentierte Onlinemessung Dickentoleranzen im Lack und Draht aus und sichert einen konstanten Kupferkern sowie eine hohe Wiederholgenauigkeit. Drei Servo-Aggregate sorgen beim 2D-Vorbiegen in einem parallel getakteten Schwenk-Biegeprozess für die gewünschten Geometriewerte, die je nach Bedarf frei programmierbar sind. Beim nachfolgenden 3D-Gesenkbiegen erhalten die Hairpins ihre finale, präzise Kopfform.


Zwei NC-Aggregate erlauben hierbei eine besonders material- und lackschonende plastische Verformung. Die exakte Steuerung der Prozessmodule gewährleistet eine hundertprozentige Reproduzierbarkeit. Korrektureinstellungen erfolgen einfach und schnell über die NC-Antriebe. Als finaler Schritt werden die fertigen Hairpins über ein Transportband für die sortenreine Magazinierung und Bereitstellung abtransportiert. Die Ausstattung des letzten Moduls umfasst offene Schnittstellen für weitere Kundenanbindungen. Martin Lehmann ergänzt: „Die Komplettfertigung auf dem kompakten Produktionssystem überzeugt durch ihre hohe Effizienz und Produktqualität. Daneben entfallen zusätzliche Biegeanlagen und investmentaufwendige Peripheriegeräte sowie der hierfür benötigte Platz. Die BM-HP 3000 ist außerdem jederzeit flexibel skalierbar. Das heißt, je nach kommenden Anforderungen kann die Anordnung der Module nachträglich angepasst oder um zusätzliche Module erweitert werden.“
Deutliche Materialersparnis in der Busbarfertigung
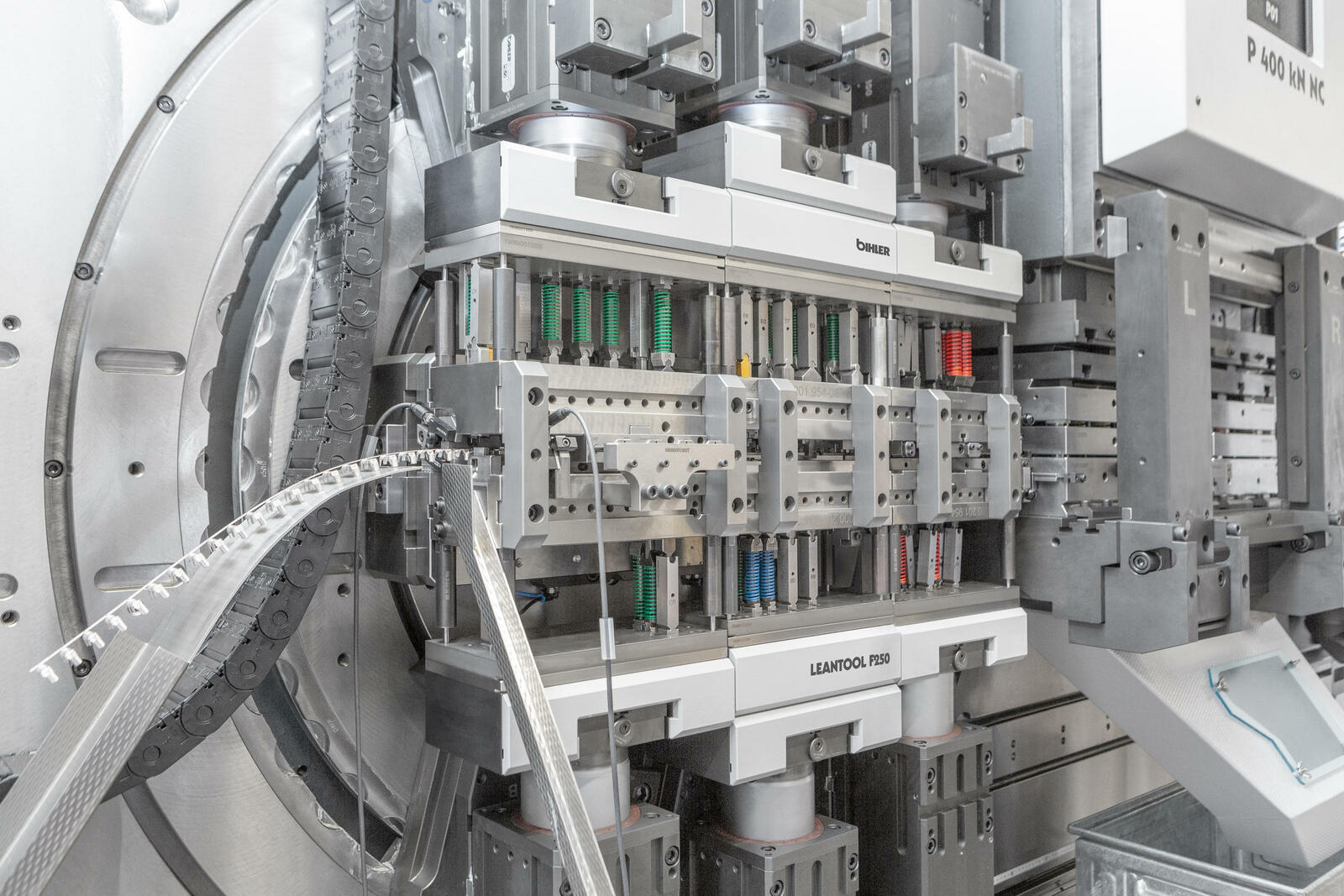
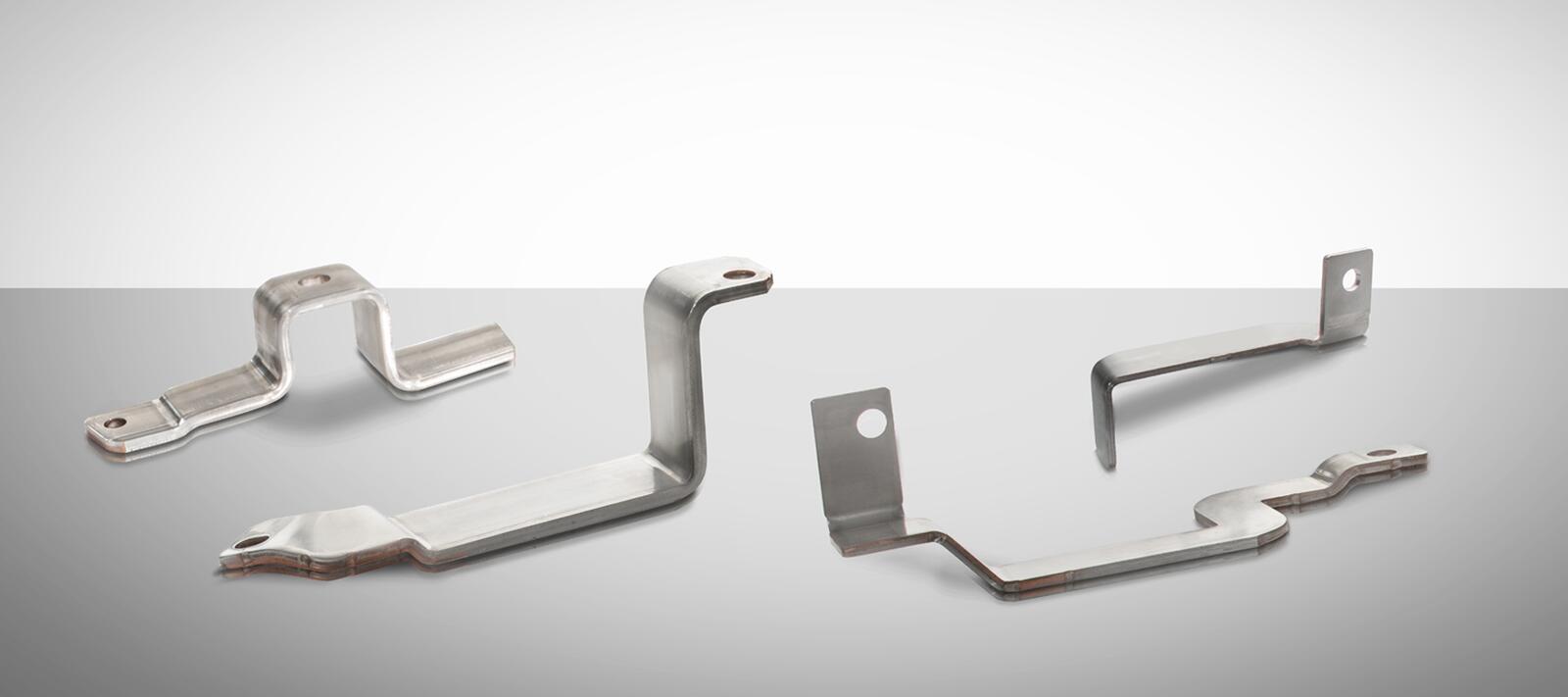
Neben den Produzenten von Hairpins setzen auch Hersteller von Busbars für die Batteriefertigung auf die Bihler-Stanzbiegetechnik. Und das aus gutem Grund, denn die Anforderungen sind meist sehr anspruchsvoll. So kontaktierte ein weiterer global führender Automobilzulieferer im Zuge seiner Neuausrichtung auf die E-Mobilität Bihler mit der Anforderung, Produktionsmöglichkeiten für eine große Anzahl an Busbarvarianten binnen eines Dreivierteljahres zu realisieren und dabei gleichzeitig höchste Ansprüche an Materialeffizienz zu erfüllen. Die Aufgabe war ambitioniert, aber mit der Umsetzung der Werkzeuge im Leantool-System machbar. Die effiziente und flexible Bihler-Fertigungslösung, die der Automobilzulieferer nun zur Produktion seiner Busbars einsetzt, bringt das gewünschte Ergebnis. Den eng gesteckten Zeitplan konnte Bihler dank seines Netzwerks an Leantool-Partnern einhalten.

Radial und linear auf einer Maschine
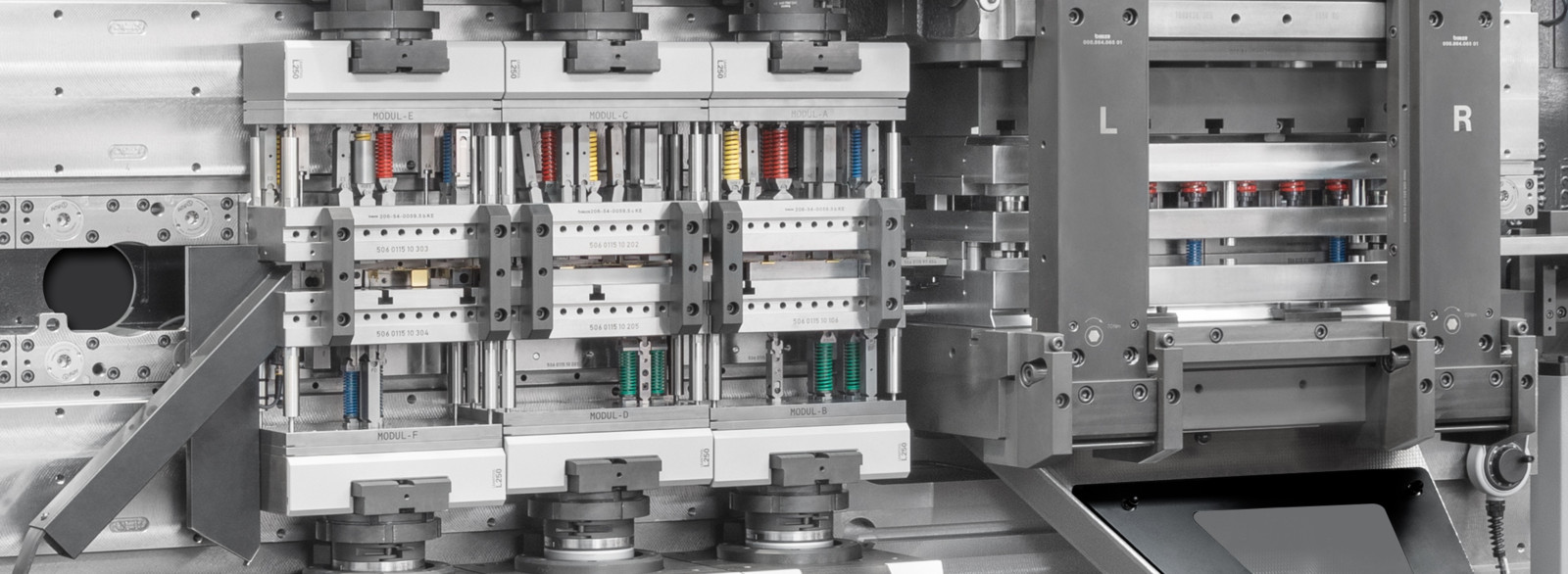
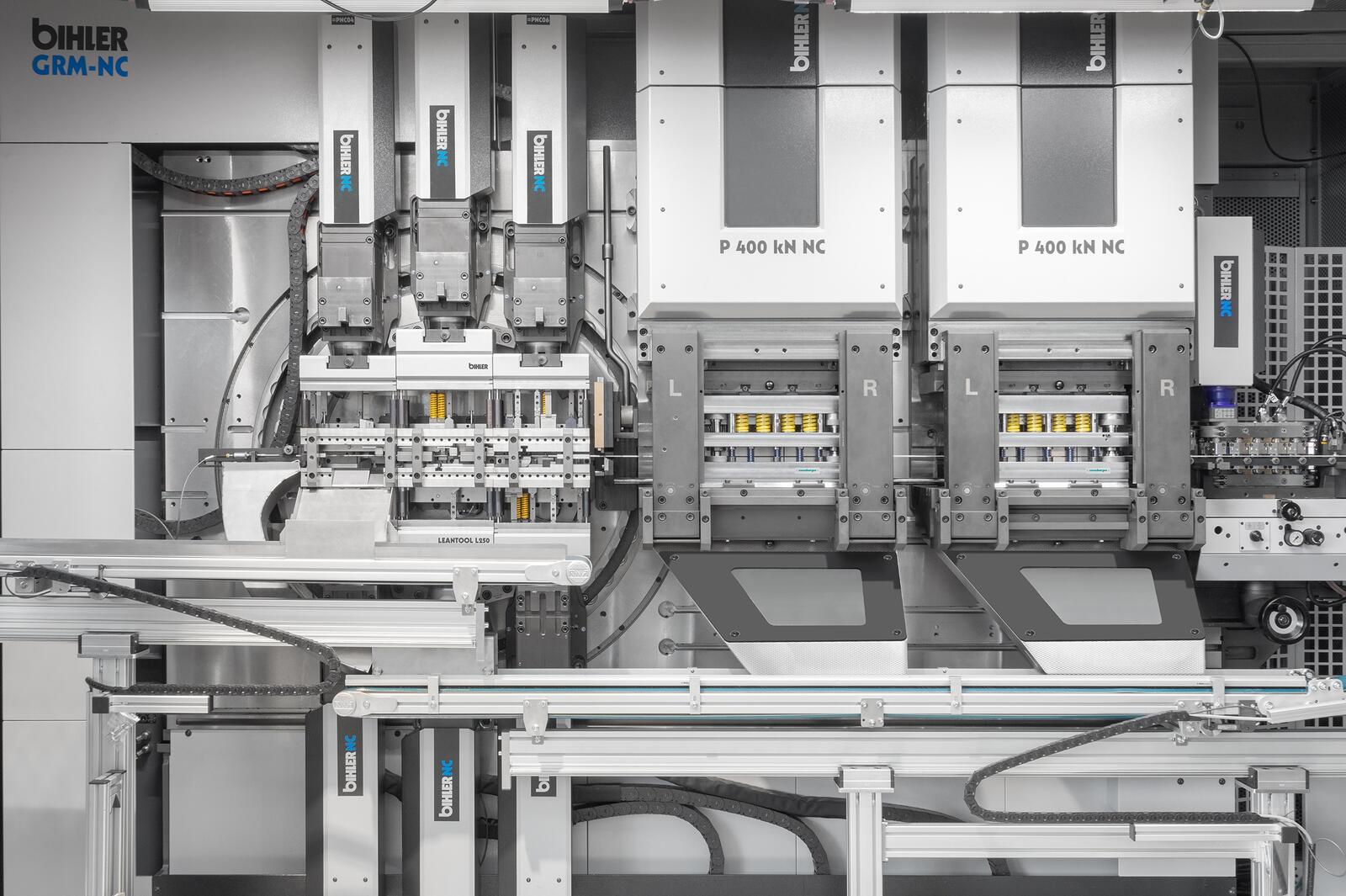
„Für die unterschiedlichen Bauteile benötigt der Hersteller nur einen Servo-Stanzbiegeautomaten Typ GRM-NC. Die Universalmaschine ist dazu mit sechs NC-Aggregaten und zwei 400 kN-Pressen ausgestattet“, erklärt Martin Lehmann. Die eine Hälfte der Busbarvarianten wird dann aufgrund ihrer Geometrien und den kleineren Abmessungen mit dem Leantool-Radialsystem gefertigt. Bei diesem sind die NC-Aggregate mit den Stempeln kreisförmig um das Biegezentrum angeordnet. Der große Vorteil: In der radialen Fertigung entspricht die Rohmaterialbreite der Teilebreite. „Bei Busbars, die aus vier Millimeter starkem, reinem Kupfer gefertigt werden, spart das bis zu 50 Prozent an kostenintensivem Material im Vergleich zur Fertigung mit Breitband.“ Dabei kommt nur eine Servopresse mit entsprechender Anzahl an standardisierten Meusburger Schnittgestellen zum Einsatz.
Die andere Hälfte der Busbars wird wegen ihrer größeren Bauteillänge und den zusätzlichen Biegeschritten mit dem Leantool-Linearsystem umgesetzt. Für jede der Varianten stehen jeweils drei L250-Biegemodule sowie zwei Schnittgestelle in den beiden Servopressen bereit. „In der linearen Fertigung sind auf der kompakten GRM-NC Prozesslängen von über 2.000 Millimeter für eine große Zahl an Umformschritten realisierbar“, sagt Martin Lehmann. „Die kurzen Umrüstzeiten von einer Variante auf eine andere betragen eine bis eineinhalb Stunden. Auch in der Linearfertigung profitieren Anwender von einer hohen Materialersparnis. Diese liegt bei bis zu 33 Prozent, da im Fertigungsprozess ein Trägerstreifen ausreicht.“

Noch mehr Wertschöpfung
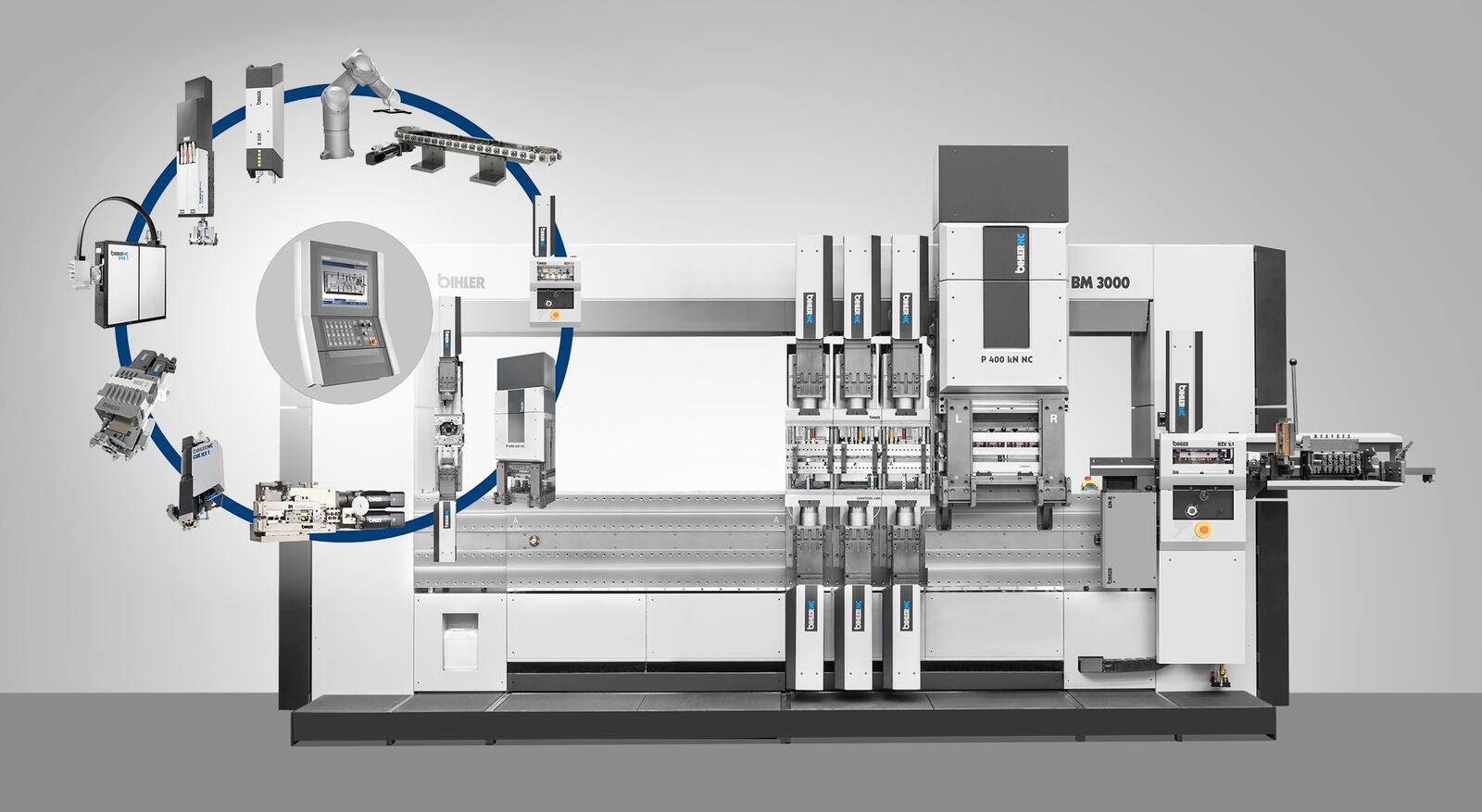
Benötigen Hersteller in ihrer Busbarferigung noch zusätzliche Wertschöpfungsschritte, bietet das Servo-Produktions- und Montagesystem Bimeric Modular viel Freiraum zur Integration entsprechender Prozesse. So lassen sich auf der skalierbaren Plattform nach dem Stanzbiegeprozess leistungsstarke Servomodule für Gewindeformen, Fügen von Schrauben, Widerstands- und Laserschweißen, Teilehandling und Montieren flexibel aufbauen. Konkretes Beispiel für eine erweiterte Prozesskette ist die auf der Bimeric Modular realisierte Automationslösung für vier Busbar-Varianten mit aufgeschweißten Lötplättchen. Die Plättchen aus einer CuP-Legierung mit Silberanteil dienen zur späteren Kontaktierung mit den Hairpins im Stator. Umgesetzt wird die Komplettfertigung mit vier Schnittgestellen in der 400 kN-Servopresse, 12 linearen Leantool-Biegemodulen – je drei pro Variante – sowie einer integrierten Laserschweißapplikation von Trumpf. Die Lösung überzeugt durch ihre konstante Präzision und hohe Produktivität. Abhängig von der Anzahl der aufgeschweißten Lötplättchen beträgt der Output bis zu 30 komplette Bauteile pro Minute. Werkzeugwechselzeiten von einer Variante auf eine andere liegen zwischen 45 min und einer Stunde.

Sehr kurze Time-to-Market
„Sowohl bei der GRM-NC als auch bei der Bimeric Modular sorgen standardisierte Komponenten und das innovative Leantool-Werkzeugkonzept mit seinem hohen Normalienanteil bis 70 Prozent, für deutlich reduzierte Werkzeugrealisierungszeiten“, so Martin Lehmann. „Das verkürzt die Time-to-Market-Spannen enorm.“ So sind Unternehmen bestens ausgestattet, um sowohl auf die Bedürfnisse des Zukunftsmarkts E-Mobilität zu reagieren als auch diesen mit eigenen Innovationen maßgeblich mitzugestalten. Martin Lehmann ergänzt: „Damit unsere Partner im Wettbewerb um die besten Plätze am Markt erfolgreich sind, unterstützen wir sie zudem jederzeit mit unserem umfangreichen Support- und Serviceangebot.“