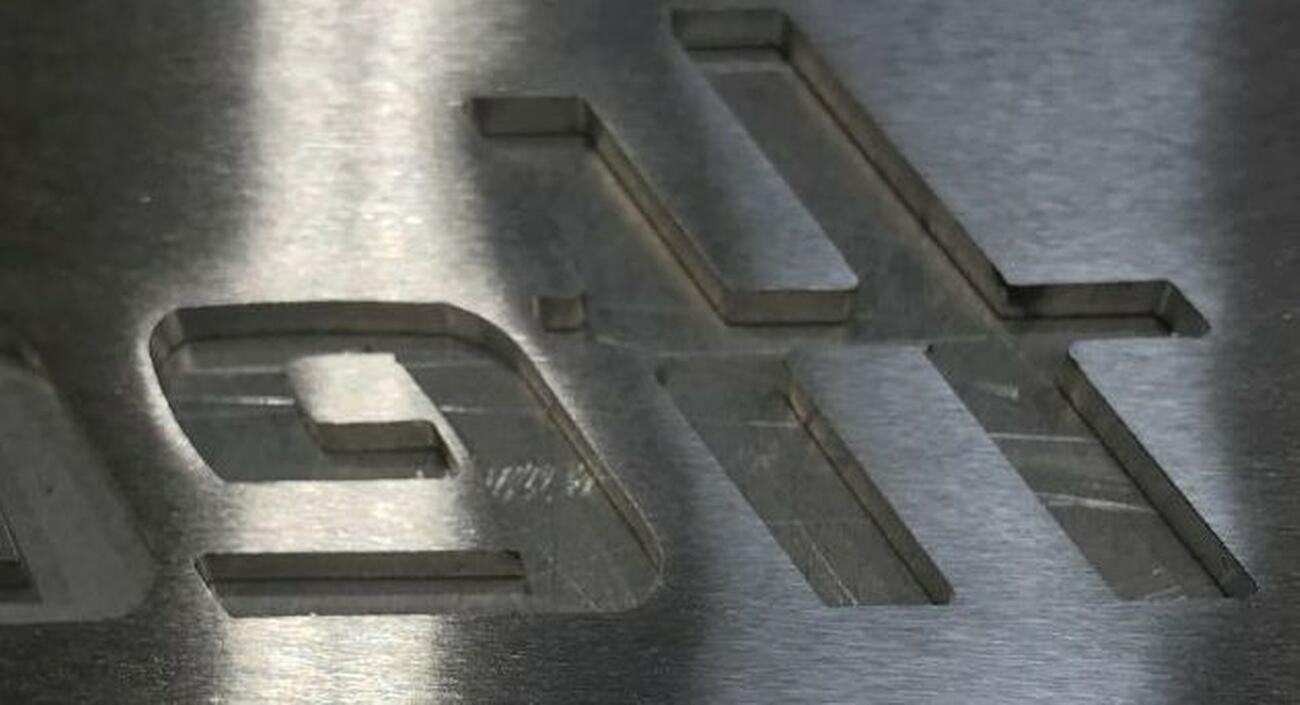
Die Anforderungen an eine geschliffene Oberfläche – gerade im Bereich Edelstahl und hochlegierte Stähle – und damit an definierte Oberflächengüten und Rautiefen nehmen zu. Wurden noch vor wenigen Jahren eher optisch ansprechende Oberflächen verlangt, so sind heute definierte Oberflächengüten oder auch Rautiefen gefordert. Der Oberflächenschliff wird unter anderemo von OEMs in der Lebensmittel- und der Pharmaindustrie verlangt.
Heesemann hat für diese Anwendungen das modulare System Profi Rounder entwickelt. Darin können verschiedene Aggregate je nach Anforderung frei platziert und kombiniert werden: Kontaktwalzenaggregate, Tellerbürstenaggregate, Fladder 300/Gyro und Bürstenwalzen. Für die Erzeugung geschliffener Oberflächen bietet sich im Profi Rounder der Einsatz von mehreren Kontaktwalzen an. Bei einer Anlage mit 3 Modulen können dazu bis zu 6 Kontaktwalzen hintereinander eingesetzt werden.
Oberflächenschliff
Ein Oberflächenschliff wird nicht mit einem einzigen Schleifvorgang erzeugt. Für eine Endkörnung P240 reicht es nicht aus, das Werkstück einmal mit einem Schleifband P240 zu schleifen. Es muss mit den Körnungen P80, P120 und P180 vorgeschliffen werden, um dann den Endschliff mit Korn P240 durchzuführen. Idealerweise erfolgt dies auf einer Anlage mit vier Walzenaggregaten , sodass ein Schleifbandwechsel nicht erforderlich ist.
Oszillationsspuren lassen sich im ProfiRounder durch Einstellen der Oszillation der Kontaktwalzen sowie durch die Wahl einer im Vergleich zum Entgraten höheren Schleifband- und Vorschubgeschwindigkeit vermeiden. Durch eine höhere Vorschubgeschwindigkeit wird zudem weniger Wärme in das Werkstück geleitet (Schleifbandgeschwindigkeit 18 m/s, Vorschub 4 m/min).
Erzeugung von Rautiefen
Eine definierte Rautiefenerzeugung ist gefordert, wenn besonders glatte Oberflächen verlangt sind. In der Pharmaindustrie und in der Medizintechnik ist dies eher die Regel als die Ausnahme. Bei der Erzeugung von Rautiefen wird zwischen den zwei Kennwerten Ra und Rz unterschieden:
- Ra ist der arithmetische Mittenrauwert (DIN EN ISO 4287), der allerdings nur begrenzt aussagekräftig ist, da er nur den Mittelwert der durchschnittlichen Höhen und Tiefen auf dem Werkstück bezeichnet. Die höchsten und niedrigsten Punkte der Oberfläche werden nicht in seine Berechnung einbezogen.
- Rz oder auch Zehnpunkthöhe berechnet sich aus der mittleren Höhendifferenz zwischen den fünf höchsten Spitzen und fünf tiefsten Tälern innerhalb einer bestimmten Messstrecke. Für diesen Messwert wird das gesamte Werkstück gemessen.
Der ProfiRounder erzeugt vorgegebene Rautiefenwerte mit seinen Kontaktwalzenaggregaten, indem die Oberfläche des Werkstücke nach einem vom Hersteller empfohlenen Ablauf nacheinander mit verschiedenen Körnungen geschliffen wird. Ein Rautiefenwert Rz 2 lässt sich durch zusätzliche Schleifvorgänge mit Schleifbändern Körnung P600 und P800 erreichen. Die Rauheit der Werkstücke sollte nach jeder Körnung dokumentiert werden, um Prozesssicherheit und eine nachvollziehbare Bearbeitung sicherzustellen. Heesemann verwendet dazu ein mobiles Rauheitsmessgerät der Firma Mahr.
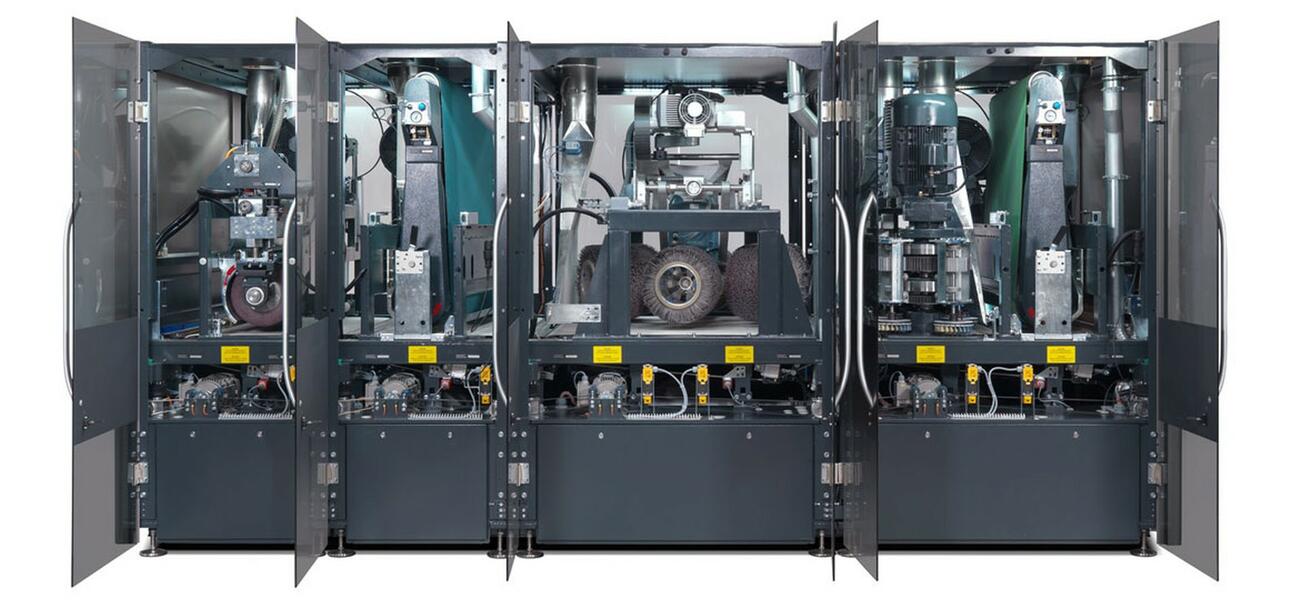
Die Maschine
Der Profi Rounder ist nach Herstellerangaben die erste vollmodulare Anlage zur trockenen Mixbearbeitung aller Metalle, insbesondere Stahl, Edelstahl, Aluminium, Titan und Kupfer. Kontaktwalzenaggregate, Bürstenwalzen, Tellerbürsten- und Fladder-Aggregate lassen sich in der Anlage frei kombinieren. Auch nach erfolgter Installation lässt sich die Grundmaschine auf maximal sechs Aggregate erweitern. Ebenso lässt sich die Reihenfolge der Module an die Anforderungen anpassen. Der ProfiRounder wurde entwickelt, um alle industriellen Produktionsanwendungen in einer Maschine abzubilden: Entgraten, Schlacke entfernen, Kanten verrunden, Oxid entfernen, Oberflächen schleifen und satinieren. Mit einer nahezu wartungsfreien Bauweise strebt der Hersteller Heesemann eine Verfügbarkeit von 100 % an.