Ultrakurzpuls-Laser mit Pulsdauern im Pikosekunde- und Femtosekundenbereich haben in den letzten Jahren einen enormen Aufschwung erlebt. Mehrere prozesstechnische Innovationen ermöglichen den industriellen Einsatz von UKP-Laserprozessen, wie zum Beispiel im Bereich der Consumer-Elektronik. Inzwischen sind Multi 100 W UKP-Laser verfügbar, die eine signifikante Skalierung der entsprechenden Prozesse ermöglichen.
Die aktuelle Herausforderung ist es, neue Strahlführungs- und Prozesskonzepte zu entwickeln, um die großen mittleren Leistungen auf der Werkstückoberfläche zu verteilen. Die wesentliche Limitierung steckt jetzt in der Prozesstechnik: Lasersysteme mit hohen Repetitionsraten verlangen Scanner mit Geschwindigkeiten bis 1000 m/s, Lasersysteme mit hoher Pulsenergie erfordern neue Konzepte der Strahlteilung und -formung zur Verteilung der Energie. »Es geht darum, wie wir die PS auf die Straße bringen«, fasste Dr. Arnold Gillner, der Organisator des "5. UKP-Workshop: Ultrafast Laser Technology" in Aachen, die Problematik schon im vergangenen Jahr zusammen.
Multistrahlkonzept: Mit Scanner und diffraktiver Optik zu mehr Durchsatz
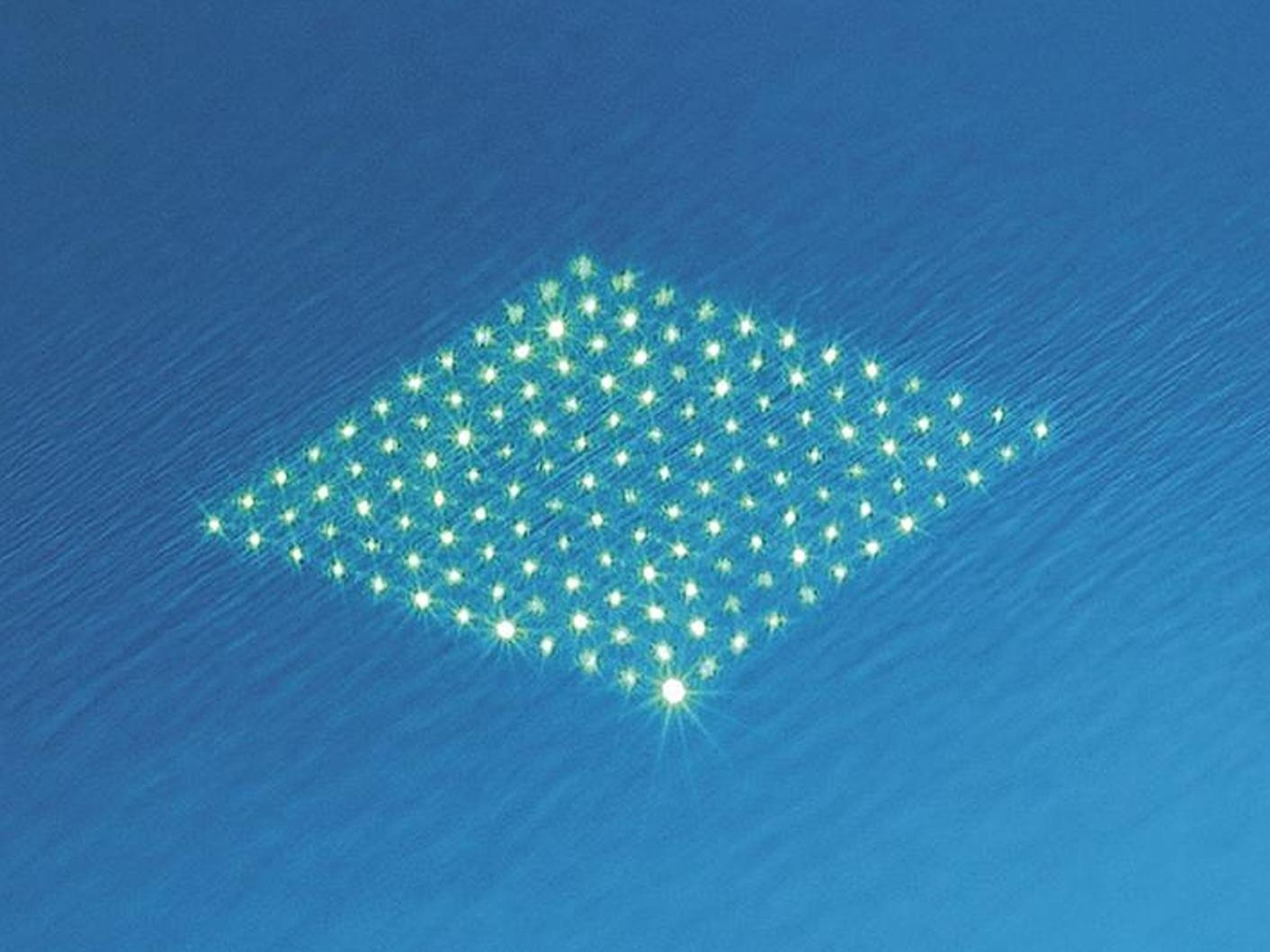
Eine Möglichkeit, um die Pulsenergie besser zu nutzen, ist das Multistrahlkonzept bei dem ein Laserstrahl in viele Teilstrahlen geteilt wird. Am Fraunhofer-Institut für Lasertechnik ILT arbeitet schon seit 2012 ein Team daran. Inzwischen können die Experten mit diffraktiven optischen Elementen (DOE) mehr als 200 Teilstrahlen gezielt in der Mikro- und Nanostrukturierung einsetzen. Sie erreichen dabei eine Präzision im sub-Mikrometerbereich.
- Das DOE ist eine strukturierte Glasoberfläche, an der Lichtwellen gebeugt werden.
- Die Oberflächenstruktur wird durch ein nasschemisches Ätzverfahren äußerst präzise in das Glas eingebracht. Dadurch ist die statische Strahlverteilung beim DOE wesentlich genauer und widerstandsfähiger als das dynamische Strahlformungskonzept auf Basis von Flüssigkristallmodulatoren.
- Für eine effiziente Materialbearbeitung wird der Laserstrahl in einem DOE zu einer Strahlmatrix mit vielen parallelen Teilstrahlen umgeformt.
- Die parallelen Teilstrahlen werden anschließend mittels Scannersystem und einer F-theta-Optik auf das Werkstück fokussiert und können in beliebigen Bahnen simultan über das Werkstück bewegt werden.
12.000 Präzisionsbohrungen pro Sekunde
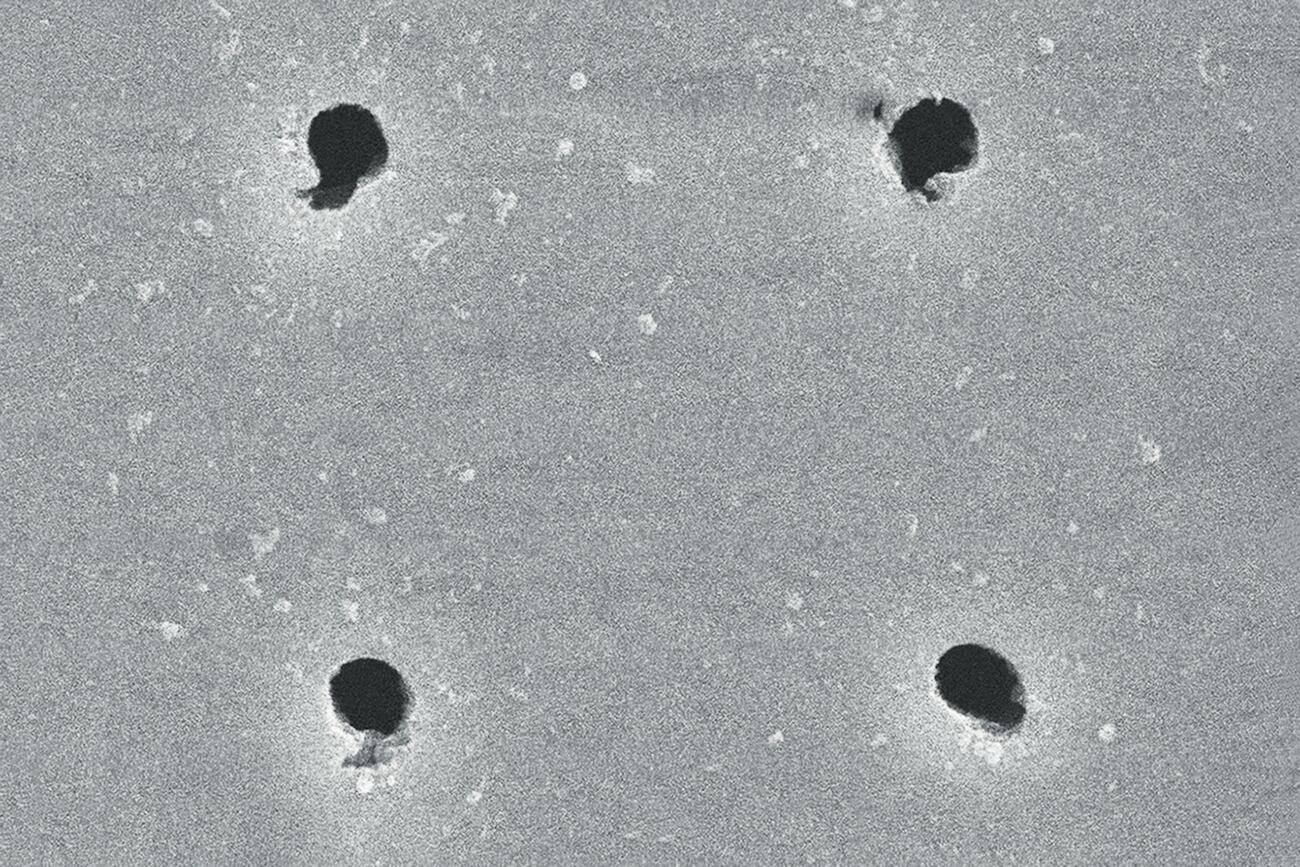
Das Multistrahlverfahren bewährt sich beim Bohren von Löchern in 10 bis 50 µm dicken Metallfolien. Konventionelle Verfahren wie das Ätzen erfordern hier Vor- und Nacharbeiten, die beim Laserbohren entfallen. Das Multistrahlverfahren funktioniert für periodische Strukturen und setzt ebene Oberflächen voraus.
Das Team des Fraunhofer ILT hat beim Mikrobohren eine außerordentlich hohe Präzision erreicht: Mit ihrem neuen Multistrahlsystem können die Aachener Bohrungen mit Durchmessern unter einem Mikrometer erzeugen. Der Abstand der Bohrungen lässt sich auf wenige Mikrometer reduzieren. Um den Durchsatz zu erhöhen, arbeiten sie mit einem DOE, das mehr als 200 Teilstrahlen erzeugt. Damit konnten sie bereits über 12 000 Bohrungen pro Sekunde mit einem Ausgangsdurchmesser von kleiner als 1 µm herstellen.
Aktuelles Ziel der Aachener Forscher ist es, die Bohrrate weiter zu steigern, ohne dabei Qualitätseinbußen zu verzeichnen. In naher Zukunft sind Bohrraten von 20 000 Bohrungen pro Sekunden absehbar.
Wo ist der Haken?
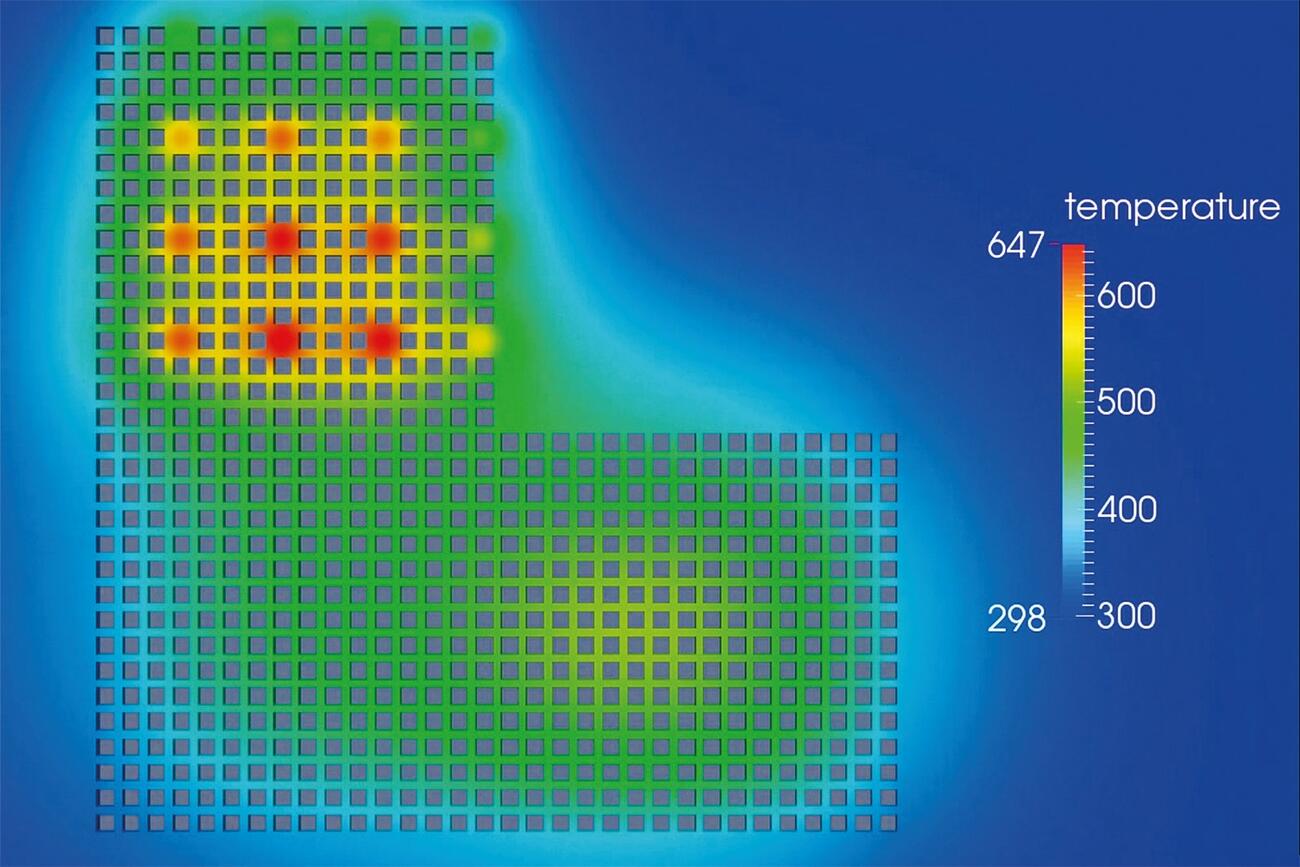
Neben der Frage der richtigen Prozesstechnik zeigte sich in den letzten Jahren ein weiteres Problem: Die »kalte« Ablation der UKP-Laser, bei der im Einzelstrahlprozess kaum Wärme in das Material eingetragen wird, funktioniert mit massiv parallelisierten Prozessen nicht mehr so einfach. Bei hohen Repetitionsraten, hohen Pulsenergien und kleinen Lochabständen ist ein maßgeschneidertes thermisches Management notwendig, um die Bearbeitungsstrategie zu optimieren, da sich sonst prozessbedingte thermische Schädigungszonen bilden. Die Aachener Forscher nehmen sich dieser Thematik bereits seit 2012 mit Erfolg an und haben das thermische Management bei der Multistrahlbearbeitung als einen zentralen Forschungsschwerpunkt definiert.
Verschiedene Teams weltweit haben mit Experimenten und Simulationen das Problem untersucht und Lösungsansätze entwickelt. Die Aachener haben sowohl die Prozesse bei der Einzellochbohrung optimiert als auch für die Multistrahlbearbeitung. Dabei darf die deponierte Laserleistung ein vom Material und von der Zielgeometrie abhängiges Maximum nicht überschreiten.
Mögliche Einsatzgebiete
Im Ergebnis steht eine patentierte Technologie zur Verfügung, mit der bereits über 12 000 Löcher pro Sekunde mit Durchmessern von einigen wenigen Mikrometern bis in den Sub-Mikrometerbereich gebohrt werden können. So lassen sich metallische Oberflächenfilter, mit denen bestimmte Partikel selektiv voneinander getrennt werden können, wirtschaftlich herstellen, beispielsweise Wasserfilter für multiresistente Keime oder für Mikroplastik sowie viele weitere Anwendungsmöglichkeiten in der Bio-Technologie. Auch für die Lebensmittelindustrie ist der Einsatz von Mikrofiltern interessant, zum Beispiel im Bereich der Sterilfiltration, also wenn jegliche Art von Mikroorganismen zurückgehalten werden sollen. Möglich ist ebenso die Filtration von Feinstaub in PM-Klassen von 10 bis 1 oder in der Medizintechnik die mechanische Separation von weißen und roten Blutkörperchen, um nur einige Einsatzgebiete für Mikrofilter zu nennen.
Save the date: 5. UKP-Workshop im April
Mehr Informationen zu den neusten Trends und Gesprächsmöglichkeiten mit den Experten aus Industrie und Forschung bietet der 5. UKP-Workshop: Ultrafast Laser Technology vom 10. bis 11. April 2019 in Aachen, zu der rund 200 Teilnehmer erwartet werden. Ab sofort können Sie sich unter www.ultrakurzpulslaser.de anmelden.