Seit 1898 produziert BPW mit Stammsitz in Wiehl komplette Fahrwerksysteme für Lkw-Anhänger und -Auflieger. Gemeinsam mit seinen weltweiten Tochtergesellschaften bietet das Unternehmen darüber hinaus auch Verschließsysteme und Aufbautentechnik, Beleuchtungssysteme und Kunststofftechnologien sowie benutzerfreundliche Telematik-Anwendungen für Truck und Trailer an. Weltweit verfügt die inhabergeführte Unternehmensgruppe BPW über mehr als 60 Gesellschaften in 30 Ländern und beschäftigt rund 6.400 Mitarbeiter.
BPW möchte in allen Fertigungsbereichen ein Höchstlevel an Effizienz erreichen. Durch die Automatisierung und Optimierung von Haupt- und Nebenprozessen sollen kürzere Durchlaufzeiten und eine höhere Produktivität erzielt werden. Darüber hinaus möchte das Unternehmen das Arbeitsumfeld für die Mitarbeiter weiter verbessern. Deshalb hat BPW Anfang des Jahres eine ältere Cloos-Anlage aus 2002 zum Schweißen von Stützen durch eine neue Hightech-Roboteranlage ersetzt. Die neue Schweißanlage besteht aus mehreren Teilbereichen, die sich optimal ergänzen.
Automatisiertes Bauteilhandling
Zunächst heften die Mitarbeiter die Teile manuell an insgesamt vier Arbeitsplätzen. Anschließend legen sie die vorgehefteten Stützen auf spezielle Werkstückträger, welche über zwei parallele Förderbänder automatisch zur weiteren Verarbeitung gelangen. Jeder Werkstückträger ist mit einem RFID-Speicherbaustein versehen, auf den alle relevanten Informationen zum jeweiligen Bauteil geschrieben werden.
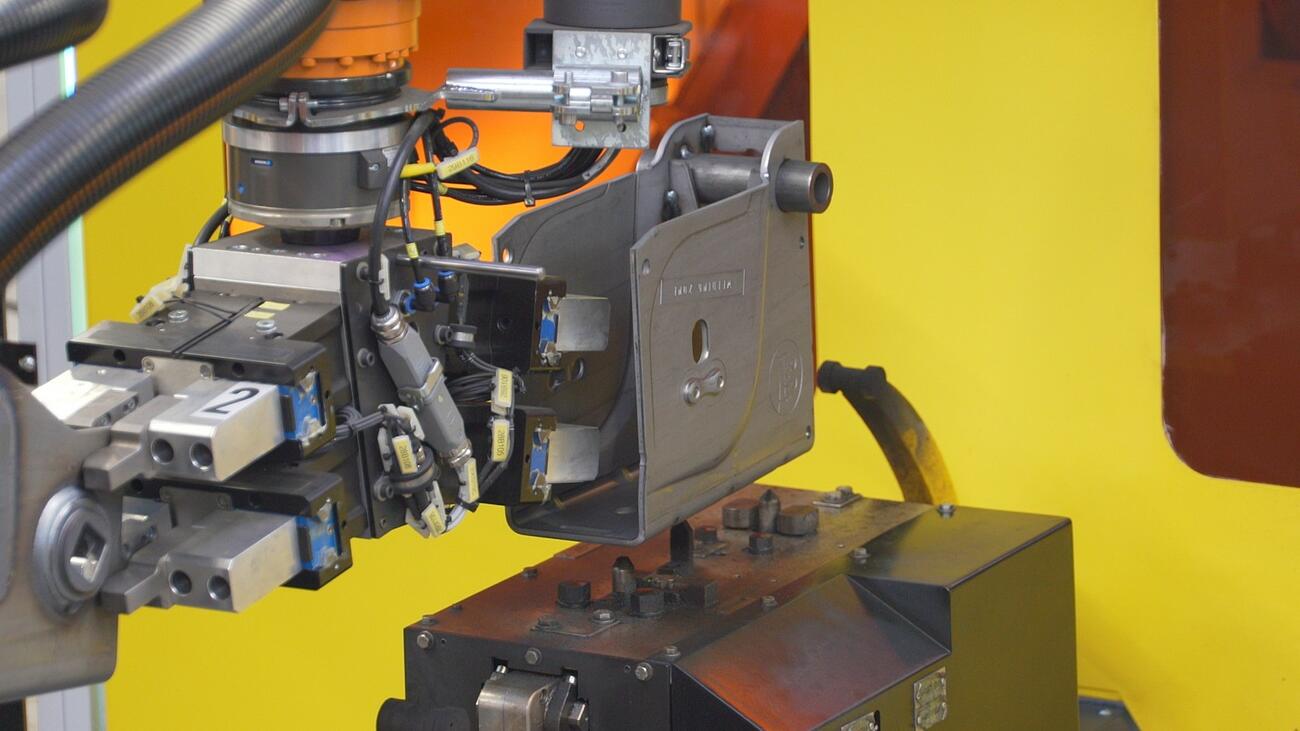
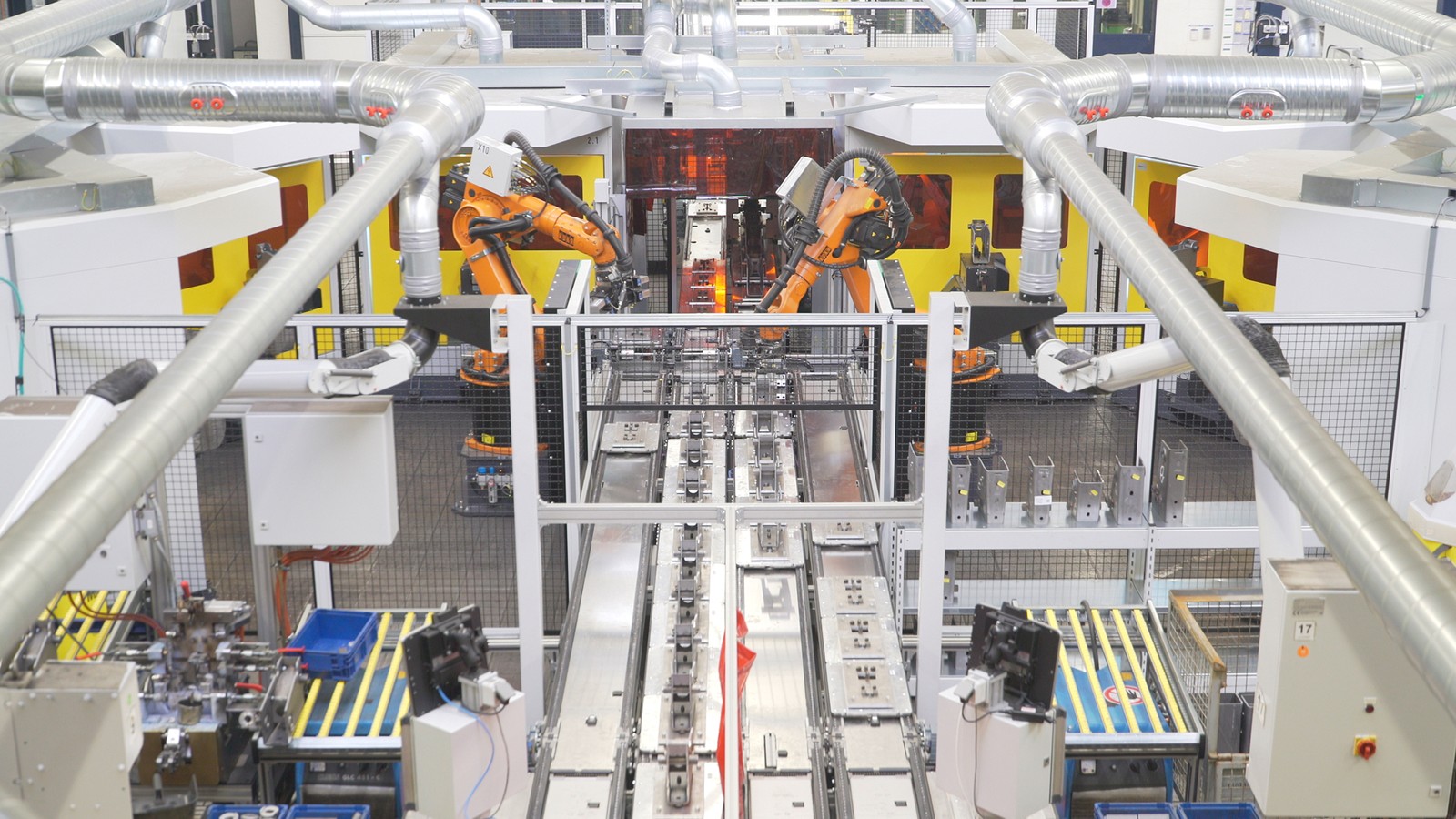
Der nächste Anlagenbereich besteht aus zwei Handlingrobotern und sechs Schweißzellen, die beidseitig angeordnet sind. Zuerst nehmen die Handlingroboter die Stützen, lesen den RFID-Code am Werkstückträger, legen die Bauteile in eine freie Schweißzelle ein und geben die Bauteilinformationen an die Schweißzelle weiter. Die Werkstückträger werden über das Fördersystem automatisch zurück zum Einlegebereich geleitet. Nach dem Schweißprozess entnimmt der Handlingroboter die Stützen wieder und legt sie auf ein weiteres Förderband, welches die Bauteile in den nächsten Anlagenbereich bringt. Die Handlingroboter sind jeweils mit einem Doppelgreifer ausgestattet, sodass die Abholung und die Ablieferung der Bauteile fast gleichzeitig erfolgen. Die Roboter können beide Seiten der Fördertechnik entladen.
Modular aufgebaute, kompakte Schweißzellen
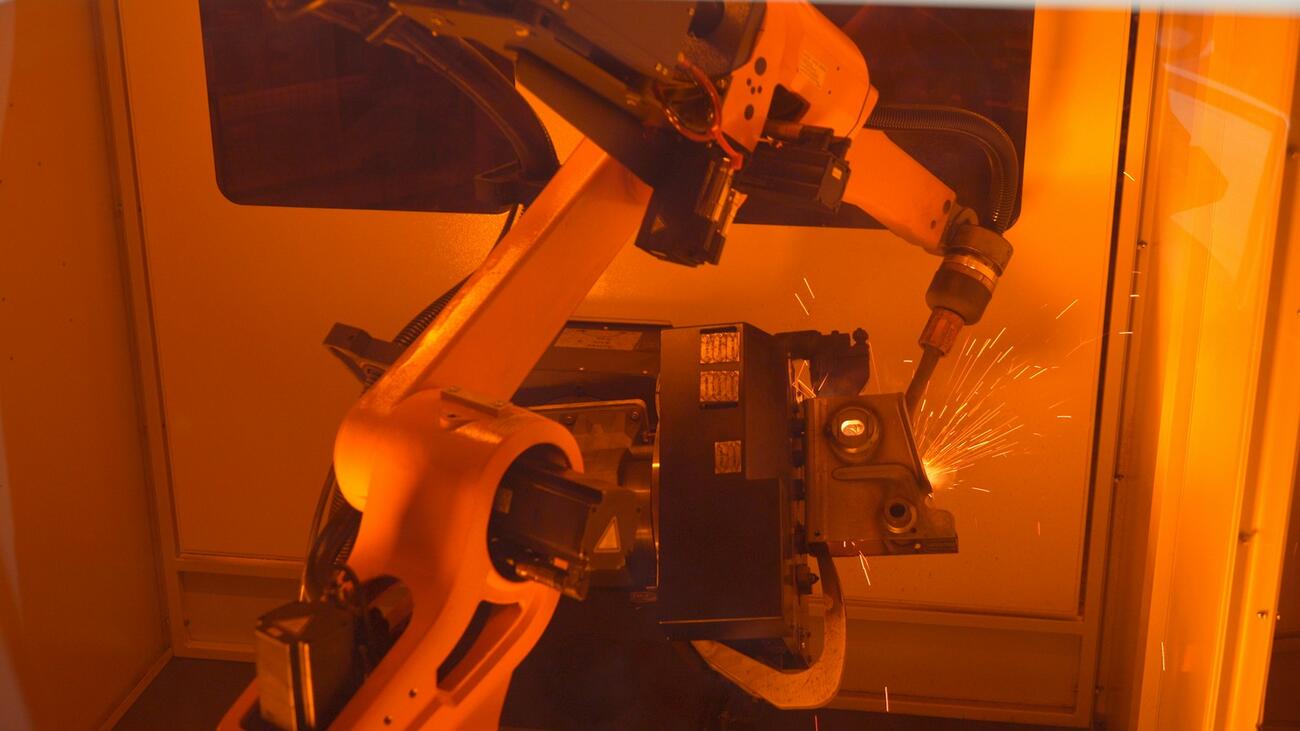
Alle Schweißzellen sind gleich aufgebaut und verfügen jeweils über einen 2-Stationen-Werkstückpositionierer mit horizontalem Wechsel sowie Dreh- und Schwenkbewegung. Jede Zelle ist mit dem kompakten Schweißroboter Qirox QRH-280 ausgestattet, der besonders schnell und hochdynamisch agiert. Aufgrund seiner geringen Masse und der kleinen Hebelarme erreicht der Roboter große Geschwindigkeiten und gleichzeitig eine höhere Positioniergenauigkeit.
Bei der Planung der Schweißanlage hat BPW großen Wert auf Transparenz gelegt. Jede Schweißzelle ist mit Fenstern ausgestattet, was die Instandhaltung enorm vereinfacht. Darüber hinaus ermöglicht der modulare Aufbau auch in Zukunft schnelle Erweiterungen. So können bei Bedarf problemlos zwei weitere Schweißzellen integriert sowie das Heften automatisiert werden.
Sensoren gleichen Bauteiltoleranzen aus
Jeder Schweißroboter verfügt über zwei Sensorsysteme, um mögliche Bauteiltoleranzen und Toleranzen zwischen den Schweißzellen auszugleichen. Über ein elektromechanisches Tastprinzip ermittelt der taktile Drahtsensor den Anfang und das Ende der Schweißnaht, sodass Abweichungen durch Werkstücktoleranzen korrigiert werden können. Während des Schweißens misst der Lichtbogensensor, ob die Brennerposition tatsächlich mit der programmierten Bahn übereinstimmt. Da das Messen und Schweißen zeitgleich stattfinden, bleiben Zeitverluste minimal. Gleichzeitig werden etwaige Werkstückverformungen direkt ausgeglichen.
Prüffeld mit Roboterportal
Nach dem Schweißprozess wird jedes Bauteil mit einem Data-Matrix-Code versehen, der Informationen zum Produkt- und Stützentyp sowie zur Klassifizierung enthält. Es folgt die Qualitätsprüfung durch einen Mitarbeiter. Wenn die Stütze die Qualitätsanforderungen erfüllt, wird sie an die Entladestation weitergeleitet. Hier stapelt ein Roboter die Teile vollautomatisch in Gitterboxen ab. Dabei informiert der RFID-Code am Werkstückträger das Portal darüber, in welche Box das jeweilige Bauteil gehört. So können unterschiedliche Bauteilvarianten für die Weiterverarbeitung oder den Versand verpackt werden.
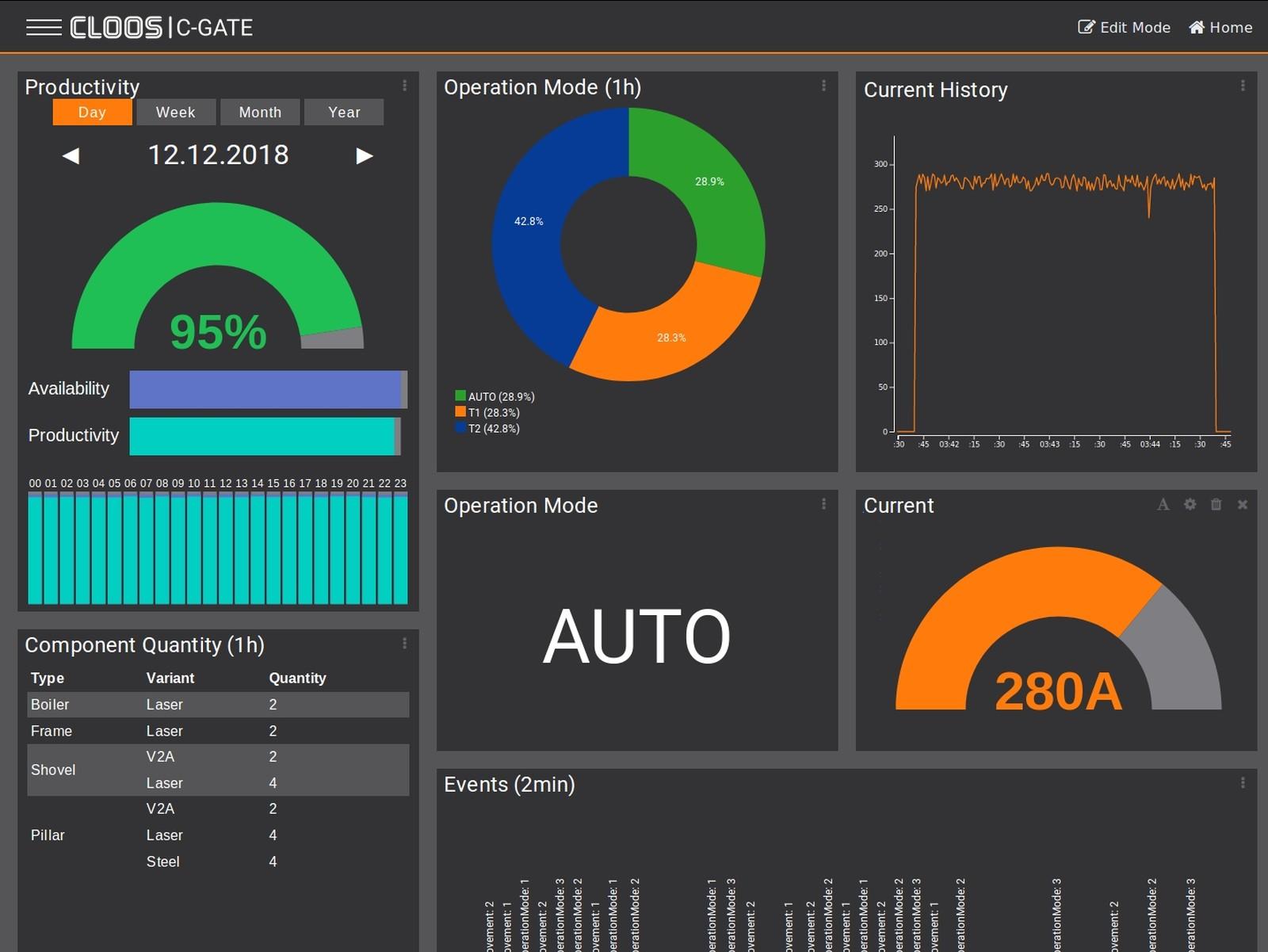
Zentrale Datenverwaltung mit Softwarelösungen
Die Dokumentation der Schweißnähte, die Optimierung der Schweißparameter sowie die Erstellung und Verwaltung der Roboterprogramme erfolgen mit den Cloos-Softwarelösungen Process Data Monitoring (PDM), Qineo Data Manager (QDM) und Carola Edi. So kann BPW die Herstellung eines jeden Bauteils und somit auch die Qualität umfangreich dokumentieren. Diese zentrale Datenverwaltung ermöglicht eine lückenlose Rückverfolgbarkeit der Bauteile.
Höchste Anlagenverfügbarkeit und minimierte Nebenzeiten
Die Produktvielfalt von BPW spiegelt sich auch in der neuen Roboteranlage wieder. Das intelligente Zusammenspiel von Handling, Schweißtechnik und Software gewährleistet, dass die Anlage mehr als 70 Typenvarianten – auch mit unterschiedlichen Taktzeiten – rüstfrei verarbeiten kann.
„Eine hohe Anlagenverfügbarkeit ist für uns unabdingbar, da die Anlage eine Schlüsselfunktion in unserer Fertigung einnimmt“, betont Ralf Kamphus, Leiter der Fertigung am BPW-Standort in Brüchermühle. Insgesamt schweißen die Roboter etwa 2.000 bis 2.500 Teile am Tag.
Durch die optimierte Be- und die automatisierte Entladung konnte BPW die Rüst- und Nebenzeiten stark verringern. Daneben wurden die Durchlaufzeiten in der Anlage stark verkürzt. „In der alten Anlage hatten wir zwölf Lichtbögen,“ erklärt Andreas Schatner, Meister im Bereich Bremsbacken- und Stützenfertigung. „Heute schaffen wir mit sechs Lichtbögen den gleichen Output.“
Insgesamt sind pro Schicht fünf Mitarbeiter an der neuen Anlage beschäftigt. Bei Schulungen vor Ort und bei Cloos konnten sich die Mitarbeiter mit der neuen Technik vertraut machen. Die Mitarbeiter haben den gesamten Planungs- und Inbetriebnahmeprozess intensiv begleitet und konnten eigene Ideen und Gestaltungswünsche mit einbringen. „Unsere Mitarbeiter haben sich auf die neue Roboteranlage gefreut, da sie die Ergonomie am Arbeitsplatz verbessert“, erklärt Ralf Kamphus. So ist die Arbeit an der Anlage nun körperlich weniger belastend. Da der Prüfplatz höhenverstellbar ist, können die Mitarbeiter die Teile prüfen, ohne sie vom Band zu nehmen. Außerdem müssen die Teile nach der Fertigstellung nicht mehr per Hand abgestapelt werden, da das Roboterportal dies nun erledigt.
BPW hat bei der Gestaltung der neuen Anlage schon jetzt die ab 2018 geforderten Arbeitsplatzgrenzwerte für Schweißrauche eingehalten. Deshalb ist die Absaugung der Anlage ein komplett geschlossenes System, das die Luft in der Fertigungshalle sauber hält. Nicht zuletzt ist die Anlage viel leiser als früher, was das Arbeitsumfeld in der Fertigung weiter verbessert.
Fachliches Know-how und langjährige Erfahrung
Zum Schweißen von Bremsbacken hat BPW in Brüchermühle noch eine weitere Roboteranlage von Cloos im Einsatz. Hinzu kommen mehr als 35 Cloos-Stromquellen zum manuellen Schweißen. An Produktionsstandorten auf der ganzen Welt setzt BPW auf Schweißtechnik aus dem Hause Cloos. Allein am Stammsitz in Wiehl sind sieben große Schweißanlagen von Cloos im Einsatz. Die Vor-Ort-Betreuung in Brüchermühle und Wiehl übernimmt dabei der langjährige Cloos-Vertriebs- und Servicepartner Lixfeld Schweißtechnik aus Kreuztal.
Aufgrund der positiven Erfahrung mit den bestehenden Anlagen, hat sich BPW auch bei der neuen Schweißanlage wieder für Cloos entschieden. „Das fachliche Know-how von Cloos hat uns auch diesmal wieder überzeugt“, erklärt Ralf Kamphus. „Gemeinsam haben wir die neue Anlage in den letzten anderthalb Jahren bis zur letzten Schraube geplant.“ Deshalb verlief die Inbetriebnahme reibungslos und die neue Anlage schweißt von Anfang an einwandfrei. „Alles funktionierte auf Anhieb so wie es sollte“, zeigt sich Ralf Kamphus zufrieden. „Wir freuen uns darauf, unsere vertrauensvolle Zusammenarbeit mit Cloos auch in Zukunft fortzuführen.“