Wir stellen wegen dieser Corona-Pandemie ganz viele Dinge auf den Prüfstand, aber wichtig ist: Langfristige strategische Projekte lassen wir auf jeden Fall weiterlaufen, sagt Thomas Goswin, Geschäftsführer der Schrag-Gruppe in Hilchenbach, und bezieht sich dabei auf ein Projekt, das langfristig den Umbau der Fertigungsstrukturen bei der Schrag Kantprofile GmbH zum Ziel hat. Eingebunden in diese Neustrukturierung hin zur Smart Factory sind die Trumpf Smart Factory Consultants, die das Projekt beratend begleiten.
„Wir waren nach dem Kickoff im Februar voller Energie und wollten loslegen. Die Termine für die Ist-Analysen der Standorte standen, als die Pandemie dazwischen kam. Die Damen und Herren von Trumpf haben aber Möglichkeiten gefunden, das Projekt digital und remote durchzuführen. Und rückwirkend betrachtet hat das viel besser geklappt, als wir uns das vorgestellt hatten. Wir sind deutliche Schritte vorangekommen.“
Das Projekt ist das Ergebnis einer strategischen Standortbestimmung, die die Schrag Gruppe mit ihren vier Geschäftsfelder Kantprofile, Fassaden, Ingenieurleistungen und Metall am Dach im Jahr 2018 vorgenommen hat. Speziell auf den Hauptgeschäftsbereich Schrag Kantprofile, der seit den 1960er Jahren Kantteile für den Industrie- und Gewerbebau anbietet, will man danach eine weitere Spezialisierung vorantreiben. Schrag Kantprofile ist in seinen sechs Werken in Deutschland, Polen und Tschechien auf die Fertigung kundenspezifischer Kanteile in Form von Dachpfetten und Wandriegeln, Lichtbandzargen sowie Formteilen wie Attikaabdeckungen oder Fenster- und Toreinfassungen spezialisiert. Jedes Werk fertigt dabei mehr oder weniger die gleichen Produkte und verfügt auch über eine ähnliche Ausstattung.
„Wir haben sowohl den Stahlbauer, der Dachpfetten und Wandriegel benötigt, aber auch den Verleger und Dachdecker, der Anschlussteile braucht, sowie den Lichtkuppelhersteller, der Lichtbandzargen einsetzt. Jede Zielgruppe hat andere Anforderungen an uns und seine Produkte. Das alles über ein und dieselbe Organisation und das gleiche Produktionswerk zu ziehen, wird immer schwieriger und erfordert viel Kraft“, berichtet Thomas Goswin. Und das gilt umso mehr, weil die Produktionswerke sehr flexibel agieren und sowohl den Handwerker mit zwei Kantteilen als auch den Stahlbauer bedienen, der mehrere Tonnen Dachpfetten braucht. Diese sehr breite Produktstruktur mit Losgrößen von eins bis theoretisch unendlich stellt hohe Anforderungen an die Organisation.
Neue Strukturen und weitere Spezialisierung
Einen Ausweg aus dieser Situation soll eine weitere Spezialisierung bringen, für die das Grundkonzept, das sich zunächst nur auf die deutschen Werke bezieht, bereits steht. Bei den Leichtbauprofilen, also Dachpfetten und Wandriegeln, handelt es sich um relativ standardisierte Produkte, von denen Schrag Kantprofile in den vier deutschen Werken insgesamt etwa
In den ersten Vorstellungen würden etwa 50 Prozent der Leichtbauprofile hochautomatisiert im neuen Werk gefertigt, kleinere Losgrößen sowie Lichtbandzargen und Formteile, aber auch Dachpfetten und Wandriegel, die sich nur bedingt automatisiert herstellen lassen, werden weiter in den bestehenden Produktionswerken gefertigt.
Alleine ein neues Werk zu bauen, ist – wie Goswin es nennt – eine sportliche Herausforderung. Zusätzlich noch den Umbau der vorhanden Produktionswerke voranzutreiben, sei ohne Unterstützung von außen nicht machbar. „Wir haben zwar intern eine Menge Knowhow, was unsere Produkte und die Fertigungstechnologien dafür anbelangt, aber in den Themen Prozessoptimierung, Fabrikplanung, Automatisierung fehlt uns einfach das Knowhow. Wir haben lediglich ein grobes Bild davon, wie es sein kann. Deshalb haben wir uns die Expertise von Trumpf dazugeholt. Die dezentrale Struktur der Schrag Gruppe, die von allen Kunden geschätzt wird, soll auf jeden Fall erhalten bleiben.
Grundgedanke des Vorgehens ist, dass zunächst die bestehenden Werke analysiert werden: wie sie technologisch aufgestellt sind, wie sie produzieren und wie an den Standorten die jeweiligen Produkte und Zielgruppen funktionieren. Mit den daraus gewonnen Erkenntnissen lassen sich die Werke mittelfristig umbauen, umstrukturieren – und am Ende auch das neue Werk planen und bauen. Trumpf soll Schrag dabei unterstützen und konzeptionell das Projekt begleiten.
Die Berater
Den Bereich Smart Factory Consulting gibt es bei Trumpf seit etwa vier Jahren. Ziel ist hier die Beratung blechbearbeitender Unternehmen hinsichtlich der Transformation zu Industrie 4.0, mit anderen Worten zur Smart Factory. Die Mitarbeiter haben sowohl Erfahrung im Bereich digitaler Techniken und waren zudem meist bereits einige Jahre im Bereich Blechbearbeitung aktiv. Die Beratung erfolgt hersteller- und maschinenunabhängig, heißt es.
„Wir haben von vorneherein festgehalten, dass die Beratung nicht zwingend mit dem Kauf von Maschinen verbunden ist“, erläutert Thomas Goswin. Er hat sich im Vorfeld gründlich überlegt, sich von einem Unternehmen beraten zu lassen, das auch Maschinen verkauft. Anderseits kennt man Trumpf seit vielen Jahren, hat einige Stanzmaschinen und EHT-Abkantpressen im Einsatz und in den langen Geschäftsbeziehungen ein hohes Vertrauen zu den Ditzinger Blechbearbeitungsspezialisten aufgebaut.
„Trumpf kommt von der Blechverarbeitung und versteht unsere Themen. Das ist eigentlich der große Charme daran. Es gibt alle möglichen Automatisierungsspezialisten und Prozessoptimierer, aber wenn sie denen erst erklären müssen, wie unser Geschäft funktioniert, wird es aufwändig.“ Und naturgemäß habe Trumpf als Entwickler eigener Maschinen auch einen deutlichen Informationsvorsprung.
Die erste Analyse-Runde
Für die Schrag Kantprofile GmbH hat das Trumpf-Team, bestehend aus Christina Sandu, Robert Herold und Dominique Hensel, einen Vier-Phasen-Fahrplan für das Projekt vorgesehen. Einer Ist-Analyse der Standorte folgt in Phase 2 die Festlegung der Sollprozesse für die Fertigung und in Phase 3 die Definition der Anforderungsspezifikationen. Alles zusammen soll dann in Phase 4 in die Layoutplanung und die Erstellung eines Stufenkonzepts für die Umsetzung münden.
Anfang April findet der erste Ist-Analysetag für den Standort Seevetal statt – in Zeiten von Corona natürlich per Videokonferenz. Abgesehen von anfänglichen technischen Schwierigkeiten und der Eingewöhnung in die wenig erprobte Art der Kommunikation funktioniert das System gut. Während der Konferenz sehen die Teilnehmer vorbereitete Analyse-Charts auf ihren Bildschirmen, die im Laufe des Gesprächs mit Informationen gefüllt werden, sodass ein guter Überblick der gewonnen Informationen entsteht.
Ziel des ersten Analysetags war es, grundlegende Erkenntnisse über die Arbeitsweise am Standort zu gewinnen, Best Practices zu erkennen und Handlungsempfehlungen für erste konkrete Verbesserungen zu entwickeln. Zur Vorbereitung hatten die Schrag-Mitarbeiter den Beratern bereits Unterlagen und Videomaterial zum Werk zukommen lassen. Informationsgeber sind von Seiten Schrag Kantprofile der Niederlassungsleiter des Werks in Seevetal, Ingo Kleinau, sowie der Technische Leiter der Schrag-Gruppe Bernd Wurmbach. Konkret geht es in den Gesprächen um die Ermittlung und Visualisierung des Informationsflusses einerseits und des Materialflusses andererseits. Für beide Aspekte arbeiten Robert Herold und Dominique Hensel mit vorbereiteten Analysetools.
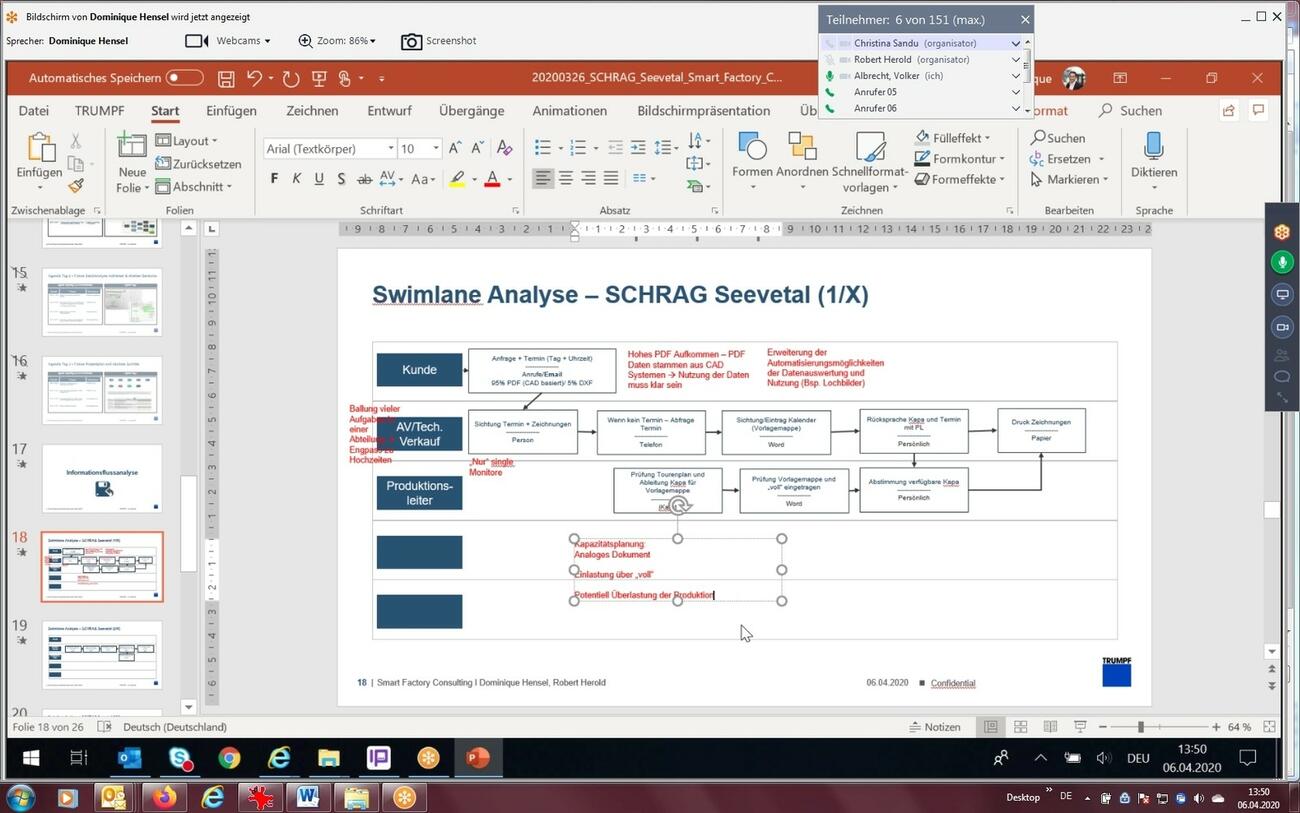
Swimlane-Analyse nennt sich das Werkzeug, mit dem die Informationsflüsse innerhalb des Unternehmensstandorts aufgezeigt werden. Und zwar von der ersten Kundenanfrage über die Produktion bis zur Rechnungsstellung. Das Analysewerkzeug erinnert an den Blick auf ein Wettkampfschwimmbecken, daher der Name. Die einzelnen Bahnen stehen für die agierenden Personengruppen oder Geschäftseinheiten, in den Bahnen werden dann die jeweiligen Informationsflussaspekte eingetragen. Nach dem sukzessiven Hinterlegen der Informationsflussaspekte ergibt deren Verknüpfung über die Bahnen letztlich ein schlüssiges Bild der Zusammenhänge.
Durch die Swimlane-Analyse führen Robert Herold und Dominik Hensel als eingespieltes Team. Während Robert Herold systematisch einzelne Aspekt abfragt, überträgt Dominique Hensel die erarbeiteten Informationen in Kurzform in das Diagramm. Innerhalb von etwa drei Stunden intensiver und konzentrierter Kommunikation werden so mehrere Charts aufgebaut, die übersichtlich den Informationsfluss zwischen Kunden, Arbeitsvorbereitung/Verkauf sowie Produktionsleiter und Produktion bis zur Spedition visualisieren, und zwar für verschiedene Aufgabenfelder wie etwa Angebot und Auftrag oder Produktionsplanung.
Informationsfluss-Analyse
Sehr schnell sind in der anschließenden Bewertung der Diagramme schon Verbesserungsansätze und Engpässe erkennbar, die hier nur exemplarisch dargestellt werden können. So gehen beispielsweise Anfragen üblicherweise per E-Mail oder Anruf ein, während dazugehörige Zeichnungsdaten in aller Regel als PDF-Datei übermittelt werden, die im weiteren Verlauf der Auftragsbearbeitung wieder in CAD-Daten umzuwandeln sind. Hier könnte schon die direkte Anfrage von CAD-Datensätzen den Arbeitsaufwand verringern.
Gleichermaßen führt die Zusammenlegung der Funktionen von Arbeitsvorbereitung und Verkauf zu einer hohen Informationsdichte in der Abteilung und könnte damit zum Engpass werden.
In der sehr gut organisierten AV/Verkauf-Abteilung wird schon mit dem Angebot beziehungsweise bei Auftragseingang der Transport der Bauteile zur Baustelle abgeklärt. Erst wenn der Transportauftrag möglichist, wird der Auftrag als Produktionsauftrag weitergegeben. Das geschieht praxisnah durch Einlage des Trans
Später erfolgt dann die Prüfung der Vorlagenmappe durch die Produktionsleitung und es folgt die eigentlich Produktionsplanung. Ein Softwareunterstützung ist hierbei nicht vorgesehen.
Im Gespräch über das Swimlane-Diagramm zeigen sich hier recht schnell hier auch Engpässe in dieser Form der Produktionsplanung: Dass trotz vermeintlich ausgelasteter Kapazitäten noch Aufträge bearbeitet werden können, deutet darauf hin, dass die Vorgabezeiten der Planung nicht immer mit den Realzeiten in der Produktion übereinstimmen. In diesem Zusammenhang wird dann klar, dass mit einer Nachkalkulation der Aufträge auf Basis digitaler Fertigungsdaten die Kapazitäten der Fertigung besser ausgeschöpft werden könnten.
Kalkuliert wird im Werk Seevetal zu 90 Prozent nach einer Preisliste, von der nur in besonderen Fällen und nach Absprache abgewichen wird. In der Preisliste werden dabei unter anderem Anpassungen der Stahlpreise berücksichtigt.
Interessant ist auch die Organisation der eigentlichen Produktion: Von der Produktionsleitung werden auf Basis der Vorlagenmappe die Arbeitskarten erstellt und verteilt. Danach erfolgt die Einlastung der Feinplanung der Anlagen über das ERP-System. Am Produktionstag werden die Arbeitskarten manuell ans „Schwarze Brett“ gesteckt. Die Schachtelung der Aufträge erfolgt vom Bediener über Papier. Werden dabei Aufträge lange im Voraus gesteckt, geht Flexibilität in der Produktion verloren.
Papiergebundene Informationen
Zur konkreten Ausführung des Auftrags werden die Auftragspapiere an der entsprechenden Anlage manuell abgelegt. Der Bediener stempelt den Auftrag ein, besorgt Material, erledigt die Biegearbeiten sowie die Verpackung und markiert den Auftrag im ERP-System als fertig. Eine Versandabteilung gibt es an diesem Standort nicht. Hier arbeitet man eng mit einer einzigen Spedition zusammen, die diese Aufgaben übernimmt und dafür eigens einen Mann abgestellt hat, der dort ausschließlich für die Logistik sorgt. So werden die verladenen Aufträge über die Mitarbeiter der Spedition an das ERP-System gemeldet. Danach erfolgen im Haus die Verfolgung der Rückläufe der Auftragspapiere sowie die Erstellung der Rechnung über das ERP-System.
Im ganzen Ablauf zeigen sich anhand der Informationsflussanalyse einige bei Blechbearbeitern häufig anzutreffende Aspekte. Dazu zählt sicherlich die häufige Verwendung von Papieren zur Informationsweitergabe und dadurch bedingte Medienbrüche sowie die damit verbundenen Fehlerquellen beim manuellen Übertragen von Daten. Zudem fehlt ein Überblick über die Produktion in Echtzeit.
Materialflussanalyse
Ähnlich systematisch verläuft die Ist-Analyse des Materialflusses mit Hilfe des sogenannten Spaghetti-Diagramms. Mit diesem Tool aus dem Lean-Production-Baukasten eruieren Robert Herold und Dominique Hensel die Materialflüsse in der Produktion. In einem maßstabsgetreuen Plan der Fertigungshalle mit allen dort aufgebauten Maschinen und Anlagen werden dazu für fünf konkrete Aufträge die Materialflüsse durch die Werkhalle anhand von Pfeilen abgebildet. Die Dichte der Pfeile an einer Anlage sowie deren Richtung verdeutlichen Engpässe ebenso anschaulich wie gegenläufige oder sich kreuzende Materialflüsse. Im aktuellen Fall lässt sich schnell die einzige Coilanlage als möglicher Engpass identifizieren, da das Material aller Aufträge über diese eine Anlage muss.
Resümee der ersten Analyse
Am Abschluss des Ist-Analysetags ziehen die Beteiligten eine erste positive Bilanz. Mit wenigen Mitteln und einer sehr konzentrierten und gezielten Gesprächsführung wurden sowohl der Informations- als auch der Materialfluss übersichtlich visualisiert. Und allein die vergleichsweise kurze, aber dafür systematische und konzentrierte Betrachtung der Abläufe konnte erste Optimierungspotentiale identifizieren. Sei es die aufwändige Weiterverarbeitung eingehender PDF-Dateien, die hohe Zahl an papiergebundenen Informationen, die später in digitale Systeme eingegeben werden müssen, oder die Zeitersparnis, die durch den Einsatz von zwei Bildschirmen an einem Arbeitsplatz erreicht werden könnte.
Deutlich wurde, dass durch mehr Transparenz hinsichtlich der Fertigungszeiten und -kosten schon in der Produktionsplanung die verfügbaren Kapazitäten flexibler und effizienter zu nutzen wären.
„Wir machen vieles aus dem Bauch heraus, weil wir es vielleicht im Tagesgeschäft nicht schaffen, Daten aufzubereiten und zu analysieren. Deswegen bin ich froh, dass wir Trumpf-Experten an Bord geholt haben, die es strukturiert und mit Fachwissen angehen“, fasst Ingo Kleinau seine Sicht der Dinge zusammen. Und wer könnte schon wirklich kritisch selbstgeschaffene Abläufe und Strukturen analysieren? „Was man selbst gemacht hat, muss man gut finden, sonst hätte man es nicht gemacht.“ Volker Albrecht