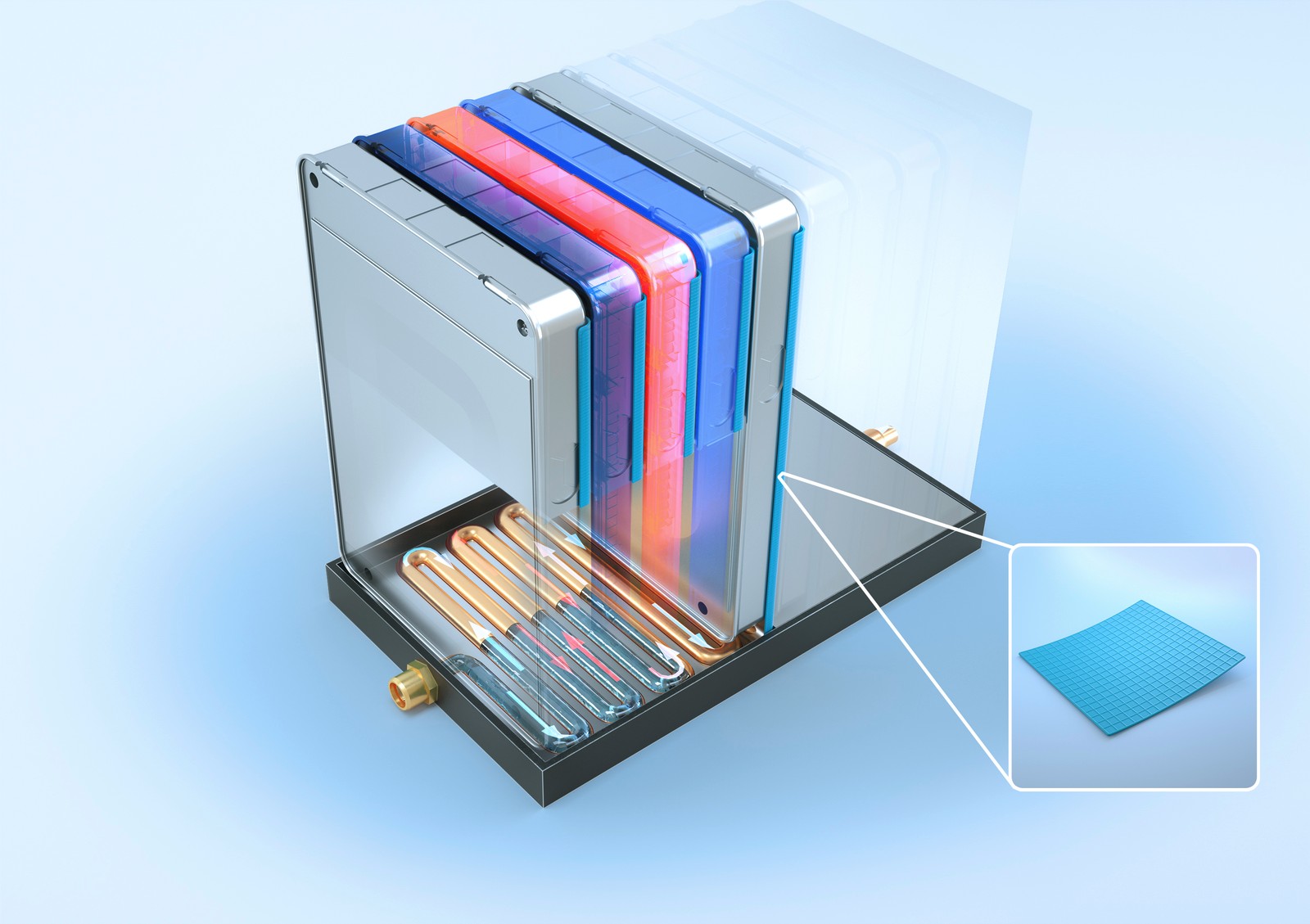
Nicht nur Struktur- und Karosserieteile aus hochfestem Stahl, Aluminium und Verbundwerkstoffen, sondern auch die Gehäuse von Batterien für Elektrofahrzeuge lassen sich mit Lösungen von Schuler fertigen. „Generell gibt es zwei Möglichkeiten, prismatische Batteriezellen herzustellen“, erläuterte Markus Röver von Schuler kürzlich auf einer virtuellen Batterie-Messe des Verbandes Deutscher Maschinen- und Anlagenbau (VDMA): „Entweder man beginnt mit dem Blechband und stanzt daraus eine Platine, um durch Tiefziehen das Zellgehäuse zu formen, oder man beginnt mit einem Stück Aluminium, das man Butzen nennt.“
Aufwendige Fertigung und nur 65 % Materialausnutzung
Im ersten Fall können die Anwender allerdings je nach Größe der Platine und der Breite des Coils nur einen Teil des Metallbandes verwerten. „Hier ist eine Ausnutzung von 65 Prozent erreichbar, was bedeutet, dass 35 Prozent des Metalls zurück in den Schrott kommen“, verdeutlicht Röver, Leiter des Vertriebs für E-Mobilität bei Schuler. „Außerdem sind sehr viele komplexe Fertigungsschritte erforderlich, wodurch die Produktivität sinkt, da das Teil von einer Umformstation in die andere transportiert werden muss.“
Wirtschaftliche Lösung für die Massenproduktion
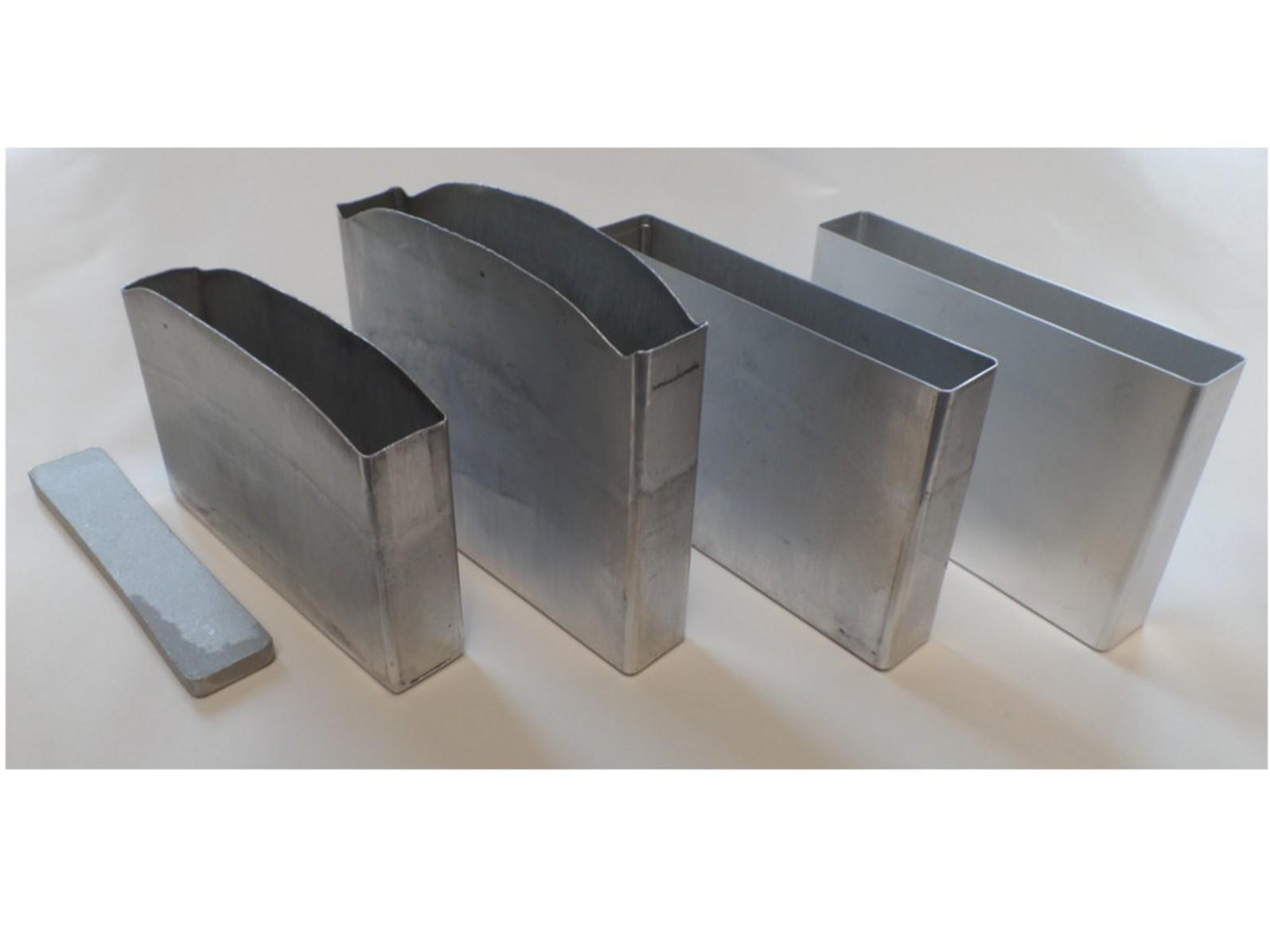
Im zweiten Prozess wird der Aluminiumbutzen fast vollständig verwertet. Dank des Fließpressverfahrens ist das prismatische Gehäuse in einem einzigen Schritt herstellbar, worauf nur noch das Abstreckziehen zur Erreichung der Endgeometrie und ein Beschnitt folgen.
„Dies ist eine Lösung, die für die Massenproduktion von 20 oder 30 Millionen Teilen pro Jahr wirklich geeignet ist“, betont Röver. Während bei tiefgezogenen Gehäusen eine Ausbringungsleistung von 20 bis 30 Hüben pro Minute erreichbar ist, steigt die Zahl mittels Fließpressen auf bis zu 100: „Und das Kosten-Leistungs-Verhältnis ist besser, weil man weniger Bediener und eine kleinere Stellfläche benötigt.“
Mehr als 700 verkaufte Pressen mit dieser Technologie
- Beim Fließpressverfahren wird der Butzen in eine Form gepresst, wodurch das Aluminium nach hinten fließt. Schuler hat über 700 Pressen mit dieser Technologie verkauft, bevor das Unternehmen vor rund vier Jahren damit begann, sie auch für die Herstellung von Batterien einzusetzen.
- Die Dicke der Dose reduziert sich durch den nachfolgenden Abstreckziehvorgang, der gleichzeitig die Geometrie kalibriert. Der Beschnitt erfolgt von der Innenseite des Behälters, so dass der Grat auf der Außenseite liegt. Auf diese Weise kann er den Inhalt beim späteren Einfüllen in die Batterie nicht beschädigen.
- Da zu Beginn des Prozesses ein Schmiermittel auf den Butzen aufgetragen wurde, müssen die Dosen am Ende der Linie gewaschen und getrocknet werden. Zum Abschluss prüfen Kameras Geometrie und Oberfläche des Endprodukts.
Simulation für neue Batteriegehäuse
„In unserer Forschungs- und Entwicklungsabteilung können wir eine Simulation neuer Größen, Geometrien und Materialien der Gehäuse durchführen“, fügt Röver hinzu. Schuler liefert die Produktionslinie als schlüsselfertige Lösung inklusive der Werkzeuge, integrierter Steuerung und Rundum-Service. Gemäß dem Smart-Press-Shop-Konzept des Unternehmens ist jede der Maschinen in der Anlage mit einem Data Loft verbunden. Die Informationen zur Laufzeit und aus der visuellen Inspektion können beispielsweise für Anwendungen wie Prozessüberwachung und vorbeugende Wartung genutzt werden.
Nachgelagerte Schritte in die Umformung integrieren
Jedes Batteriegehäuse benötigt außerdem einen Deckel, der in einem Stanzvorgang hergestellt wird. „Das Teil an sich ist nicht sehr anspruchsvoll“, sagt Röver, „erfordert aber im nachgelagerten Prozess viel Montagearbeit.“ Einige Schritte lassen sich jedoch in den Umformprozess integrieren – zum Beispiel das Sicherheitsventil: „In der Regel wird hier eine Folie aufgebracht. Man kann aber auch das Metall bei einem definierten Druck zum Aufspringen bringen: indem man eine entsprechende Geometrie in den Deckel einprägt.“ Dies ist bei hohen Geschwindigkeiten möglich, zum Beispiel auf einer 200-Tonnen-Presse von Schuler.
Mehr über die Battery-Cell-Lösungen von Schuler lesen Sie hier: www.schulergroup.com/battery