
Die Firma GSW in Kempen am Niederrhein und befasst sich in über 50-jähriger Tradition mit der Entwicklung und Herstellung von Maschinen und Anlagen der Coilverarbeitung – von Einzelmaschinen wie Haspeln und Richtmaschinen über Bandzuführanlagen und Lösungen im Bereich Längsteilen, Querteilen und Umwickeln bis hin zu schweren Sondermaschinen. Für die Ummantelung hochbelastbarer Kabel haben die „Sheet metal fans“, wie sich die 40-Mann-Truppe der GSW Schwabe AG nun eine Bandanlage mit Besäumschere geliefert.
Kernkompetenz: Bänder präzise wickeln
„Wickeln und Längsschneiden werden immer mehr zu unserer Kernkompetenz – auch durch unseren Kunden, der bereits die dritte Anlage mit unserer Unterstützung realisiert“, freut sich GSW-Vorstand Benjamin Schwabe. Bei diesem Prozess kommt es auf besondere Präzision an, wie Technik-Chef Andreas Fischer erklärt: „Die Ummantelung für Kabel solchen Anspruchs und derartiger Dimensionierung erfolgt hochpräzise und vollautomatisch – zunächst mit genau definiertem Anlegen des Bandes um das Kabel und dann mit einem Längsschweißprozess. Über dessen Erfolg entscheidet unsere Zuarbeit mit dem Zuschnitt des Mantelmaterials in erheblichem Maße: Entweder ist die Naht dimensional perfekt geschweißt … oder wir haben sehr teuren Schrott!“
So ist die Bandanlage aufgebaut
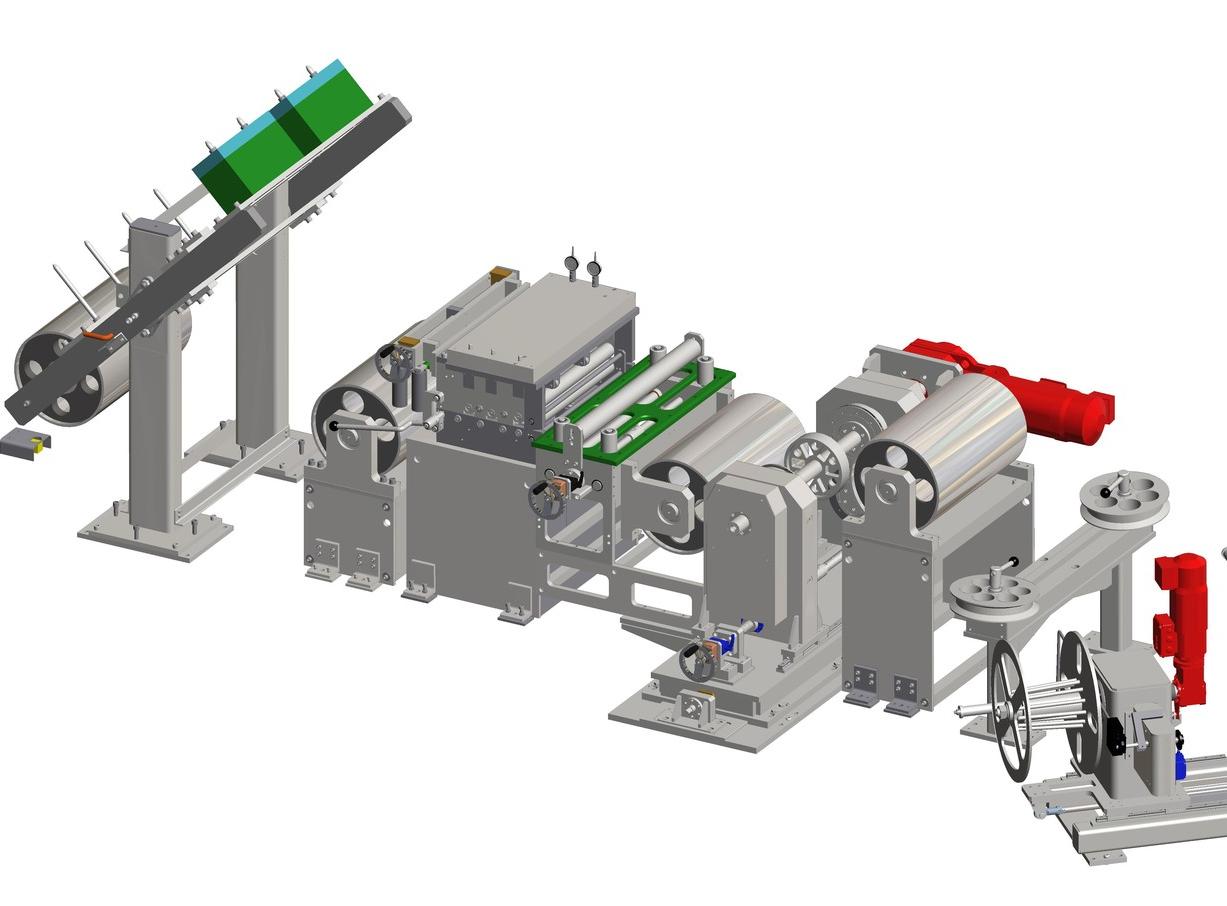
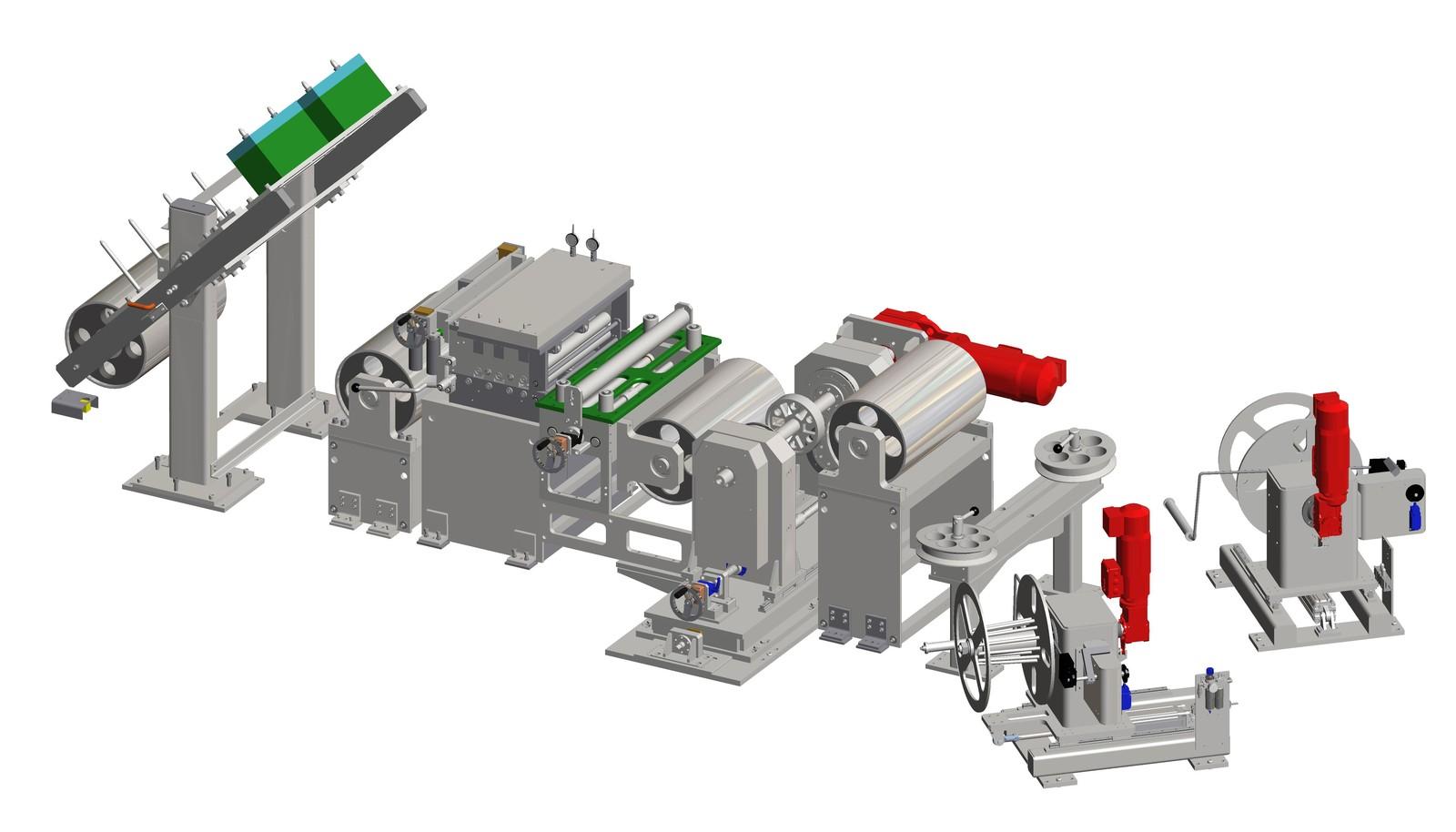
- Eine 5-t-Haspel mit halbautomatischer Ladevorrichtung wickelt das Band drehzahlgeregelt (mit Drehmomentklammerung) ab. Es folgt eine Bandwippe mit Kontergewichten und danach das Vorrichtwerk mit Umlenkrolle und Bandseitenführung.
- Des Pudels Kern ist nachgelagert die Besäumschere – ebenfalls mit einlaufseitiger Umlenkrolle und Bandseitenführung. Am Ende befinden sich die Hauptleitrolle und zwei Saumstreifenwickler mit Verlegefunktion.
- Die Mantelmaterialien sind je nach Anforderung der jeweiligen Kabel aus Kupfer, Aluminium oder Edelstahl (letztere meist für den Übersee-Einsatz). Die Dicken variieren von 0,6 bis 3,0 mm und für die größten Kabel werden Breiten bis 650 mm verarbeitet.
- Das Trägermaterial – also das Kabel selbst – wird von einer riesigen Trommel links oberhalb der GSW-Linie abgewickelt, bis es an der Hauptleitrolle erstmals in Kontakt mit dem Mantelmaterial bekommt. Von da an beginnt die Hochzeit.
Abgestimmte Technologie für präzises, wiederholgenaues Besäumen
Damit diese glücklich wird, muss das Mantelmaterial auf exakte Breite besäumt werden. Um dies zu gewährleisten, haben die Systemlieferanten eine besondere Kombination aus Technologie und Erfahrung parat: Anstelle von einfachen Rollenkörben kommen im Gleichlauf gewuchtete Umlenkrollen zum Einsatz. Das Material wird dabei stets auf Zug gehalten, ein „freier“ Durchhang wird nicht zugelassen. Das Verfahren von Haspel und Besäumschere erfolgt auf überdimensionierten Linearschienen.
Die Kernmaschine selbst, eine in offener C-Konstruktion ausgeführte Besäumschere, ist extrem steif gebaut, sodass die Messer auch unter Volllast absolut ohne Durchbiegung bleiben. Deren Zustellung erfolgt zentral und mechanisch über einen feststellbaren Kugelgewindetrieb. Die komplette Maschine kann zusätzlich dezentral nachjustiert werden. Soweit die „technische Armada“…

Experte ist niemand von allein – man wird es durch Erfahrung
Aber auch Erfahrung spielt immer eine Rolle. So haben die „Sheet metal fans“ gelernt, wie wichtig ein definierter Zug für den Besäumprozess ist – und eine spezielle Leitrolle mit einstellbaren Kontergewichten entwickelt, die je nach Materialart und -dicke eingestellt werden (bei dieser Linie ist die Leitrolle zwischen Haspel und Richtmaschine angeordnet). Der Bandzug allein reicht nicht aus, damit die Messer einer Besäumschere in offener C-Konstruktion erfolgreich und exakt trennen können, der Grund dafür kann eine mittige Wölbung des Materials zwischen den Messern sein. Deshalb wird das Band unmittelbar vor den Messern umgelenkt und jegliche Wölbung im Material verhindert.




