1963 in Dornbirn in unmittelbarer Nähe zur deutschen und Schweizer Grenze gegründet, hat sich die EHG Stahlzentrum GmbH & CO OG inzwischen zu einem international aktiven, unabhängigen Vollanbieter für Industrie, Gewerbe, Handwerk und Handel entwickelt. Das Sortiment umfasst in einem Gesamtlager von rund 45.000 t mehr als 15.000 Artikel in über 140 Qualitäten und unzähligen Abmessungen aus Stahl und Metall. „Das sorgt für eine hohe Verfügbarkeit und kurze Lieferzeiten“, erklärt Christian Rüf, Leiter Logistik-Systeme und Prozesse bei EHG.
Herausforderung: Logistik
Doch nicht nur die Menge macht’s. Ebenso wichtig ist dabei, den Kunden die benötigten Artikel stückgerecht, fertig zugeschnitten und just in time direkt in die Produktion zu liefern. EHG bedient ein weitläufiges Liefergebiet, zu dem neben Österreich, Deutschland und der Schweiz auch Italien, Slowenien, Ungarn, die Slowakei, die Tschechische Republik und Rumänien zählen. Das Firmennetzwerk umfasst zwar zehn Standorte, 90 % der Lieferungen werden jedoch vom Stammsitz in Dornbirn aus verschickt – entweder per Spedition oder mit dem eigenen Fuhrpark. „Pro Jahr arbeiten wir etwa 620.000 Auftragspositionen ab, hauptsächlich in kleinen Losgrößen von weniger als zehn Stück“, bemerkt Rüf. „Dabei stehen wir unter einem sehr hohen Zeitdruck. Manchmal haben wir nur ein bis zwei Stunden Zeit, um einen Auftrag fertigzustellen.“ Eine große Herausforderung für die Bearbeitung und Logistik.
Hohe Auftragszahlen, kleine Mengen und Zeitdruck
Ausschlaggebend für den Erfolg des Geschäftsmodells von EHG sind effiziente und reibungslose Anarbeitungs- und Logistikprozesse. EHG setzt deshalb auf hochmoderne Lager- und Bearbeitungstechnik: Der Standort Dornbirn verfügt unter anderem über acht vollautomatische Hochregalanlagen, 40 Band- und Kreissägeautomaten und zwei autonome Sägezentren. Sowohl bei der Lager- als auch bei der Sägetechnik vertraut EHG seit vielen Jahren auf die Produkte und die Expertise der Kasto Maschinenbau GmbH & Co. KG. „Unsere modernen Hochregallager stammen alle von Kasto. Zum Beispiel haben wir allein vier Wabenlager vom Typ Unicompact für die Aufbewahrung von Stäben, Rohren und Profilen sowie ein weiteres für die Blechlagerung installiert“, schildert Rüf. „Darüber hinaus sind in Dornbirn 27 Kasto-Sägeautomaten im Einsatz, von der kompakten und flexiblen Produktionskreissäge bis zur schweren Block- und Plattenbandsäge.


Automatisierung sämtlicher Arbeitsschritte
In den beiden vollautomatischen Sägezentren laufen von der Zufuhr des eingelagerten Rohmaterials bis zum Sortieren und Abstapeln der gesägten Abschnitte sämtliche Arbeitsschritte komplett automatisiert ab. „Hier bearbeiten wir vor allem häufig verwendete Werkstoffe in kleinen Losgrößen“, erklärt Rüf. „Der große Vorteil daran ist der effiziente und schnelle Materialwechsel.“ Die Sägen sind direkt an eines der Hochregallager angebunden und werden von dessen Regalbediengerät (RBG) selbstständig mit dem benötigten Langgut versorgt, ohne dass die Mitarbeiter Hand anlegen müssen. „Das erspart uns die mühsame Arbeit, die größtenteils sehr schweren und bis zu sechs Meter langen Stähle manuell der Maschine zuzuführen.“ Das erste seiner beiden Sägezentren nahm EHG im Jahr 2000 in Betrieb, 2019 wurde die Anlage erweitert. Sie ist mit einer Hochleistungs-Kreissäge vom Typ Kastovariospeed ausgestattet. Die Maschine ist speziell darauf ausgelegt, schnellwechselnde Aufträge vollautomatisch abzuarbeiten.
Behälterkarussell für die Roboter
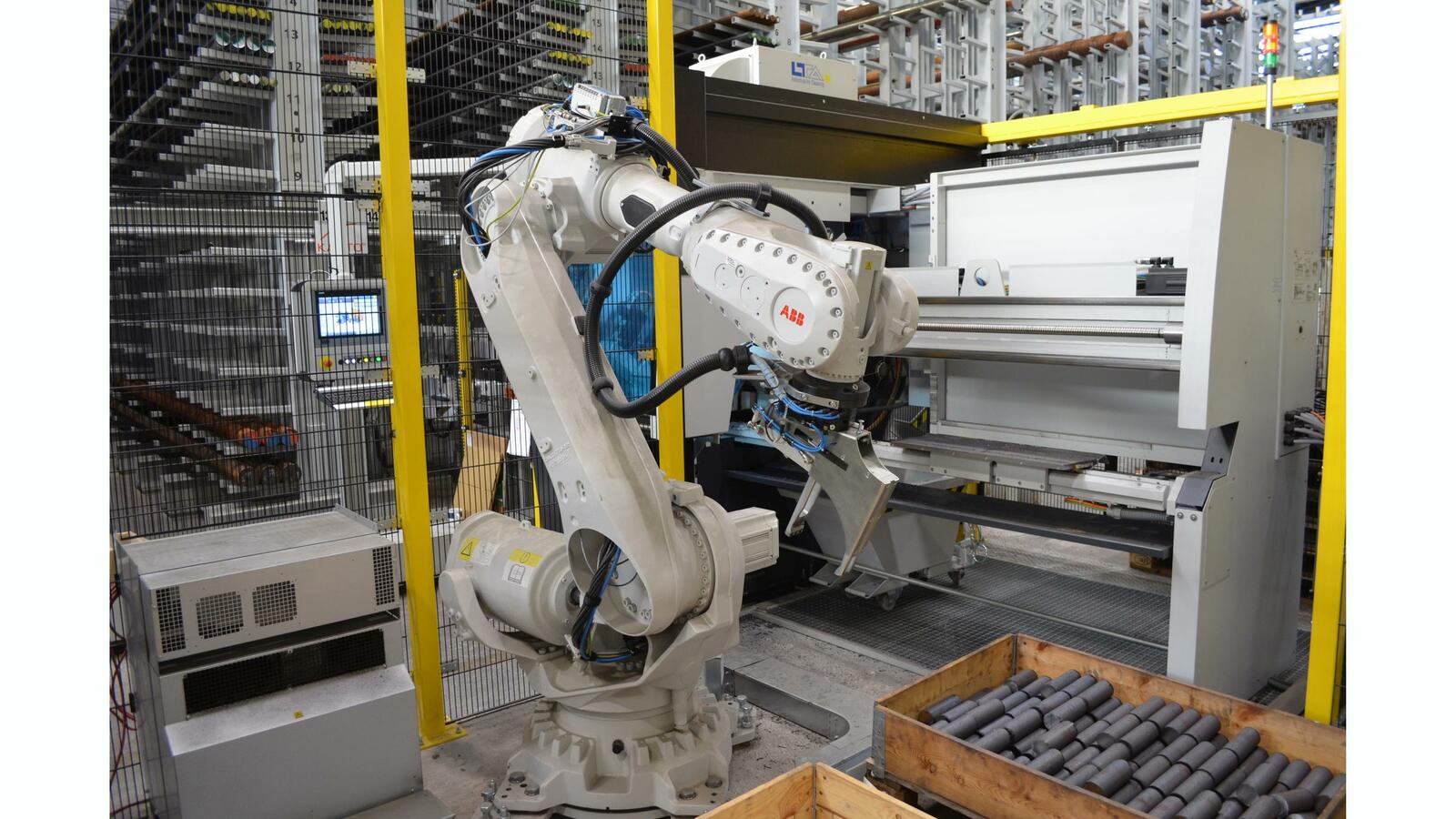
An die Säge ist wiederum ein Industrieroboter angebunden, der die fertigen Abschnitte mithilfe von verschiedenen Greifern automatisch aus dem Arbeitsbereich der Maschine entnimmt, entgratet und auftragsbezogen sortiert. Abgelegt werden die Teile in unterschiedlich große Karton- und Kunststoffboxen, die ebenfalls maschinell bereitgestellt werden. „Kasto hat hier für uns eine ganz besondere Lösung entwickelt“, führt Rüf vor. „Ein Behälterkarussell mit acht Palettenplätzen, auf denen der Roboter die jeweiligen Boxen selbstständig platzieren und befüllen kann.“ Über abschüssige Rollenbahnen gelangen die Karton- und Kunststoffboxen in jeweils sechs verschiedenen Größen in den Arbeitsbereich des Roboters. Die Steuerung des Sägezentrums ermittelt anhand der Auftragsdaten den für die jeweiligen Werkstücke geeigneten Behälter, welchen der Roboter anschließend mithilfe eines Saugers auf der bereitstehenden Palette platziert. Während die Abschnitte gesägt und gestapelt werden, erstellt ein Drucker parallel ein Versandetikett für den aktuellen Auftrag. Dieses wird ebenfalls vom Roboter per Sauger in der dazugehörigen Box abgelegt. Ist eine Palette komplett befüllt, rotiert das Karussell einen Platz weiter, so dass ein neuer Ladungsträger zur Verfügung steht. Mit dem Hubwagen oder dem Stapler transportieren die Mitarbeiter die Paletten mit der vorkonfektionierten Ware anschließend zum Versand.


Autonomer Betrieb auch über Nacht möglich
Die Steuerung der Anlage ist über eine eigens geschaffene Schnittstelle an das bei EHG eingesetzte Warenwirtschaftssystem angebunden. „Damit können wir Aufträge vollautomatisch generieren und abwickeln“, verdeutlicht Rüf die Vorteile. „Wir profitieren von einem einheitlich gesteuerten und verwalteten Materialfluss, bei dem im gesamten Prozess von Warenein- bis -ausgang nur wenig menschliches Eingreifen erforderlich ist.“ Dank des Puffers von bis zu acht Paletten ist es möglich, das Sägezentrum auch über einen längeren Zeitraum autonom laufen zu lassen, zum Beispiel über Nacht. „Das sorgt für einen hohen Durchsatz und ein effizientes Abarbeiten aller anfallenden Aufträge“, schildert der Logistikleiter.


Zweite Anlage mit Vorschubzangen-Technologie
2020 wurde ein weiteres Sägezentrum, in das 2007 investiert worden war, mit neuer Sägetechnik von Kasto erweitert. „Ausschlaggebend dafür war, dass wir unser bestehendes Hochregallager verlängern und zugleich eine zusätzliche Kommissionierhalle realisieren wollten“, erzählt Rüf. „Die neue Sägezelle ist so in unsere Räumlichkeiten eingebunden, dass sie sich sogar aus zwei Lagerbereichen selbstständig bedienen kann.“ Ausgestattet ist sie mit dem Hochleistungs-Kreissägeautomaten Kastogripspeed C 10, der für das schnelle und präzise Trennen von unterschiedlichen Stählen ausgelegt ist. Ein besonderer Vorteil der Maschine ist ihre Vorschubzangen-Technologie, die für eine lange Lebensdauer bei geringem Verschleiß sorgt. Auch das zweite Sägezentrum verfügt über einen Handling-Roboter und ein Behälterkarussell. „Wir haben mit dieser Säge und der dazugehörigen Peripherie unsere Kapazitäten noch einmal deutlich erweitert und sind damit für steigende Auftragszahlen bei kleinen Losgrößen optimal gerüstet“, erklärt Rüf.
Durchgängiges System für effizientes Arbeiten
EHG ist mit seinen neuen Anlagen rundum zufrieden. „Die Integration der einzelnen Maschinen in ein durchgängiges System ist in dieser Form sicherlich einzigartig“, findet Rüf. Bei Störungen können die Kasto-Experten sich per Fernwartung auf die Anlage schalten und schnell Abhilfe leisten, um teure Stillstandszeiten zu vermeiden. Dies sei jedoch nur selten notwendig: „Die Sägezellen sind äußerst zuverlässig und einfach zu bedienen“, stellt Rüf fest. „Sie sind für unseren Betrieb wirklich eine Bereicherung, mit der wir unsere Arbeit schneller, besser und effizienter erledigen können.“