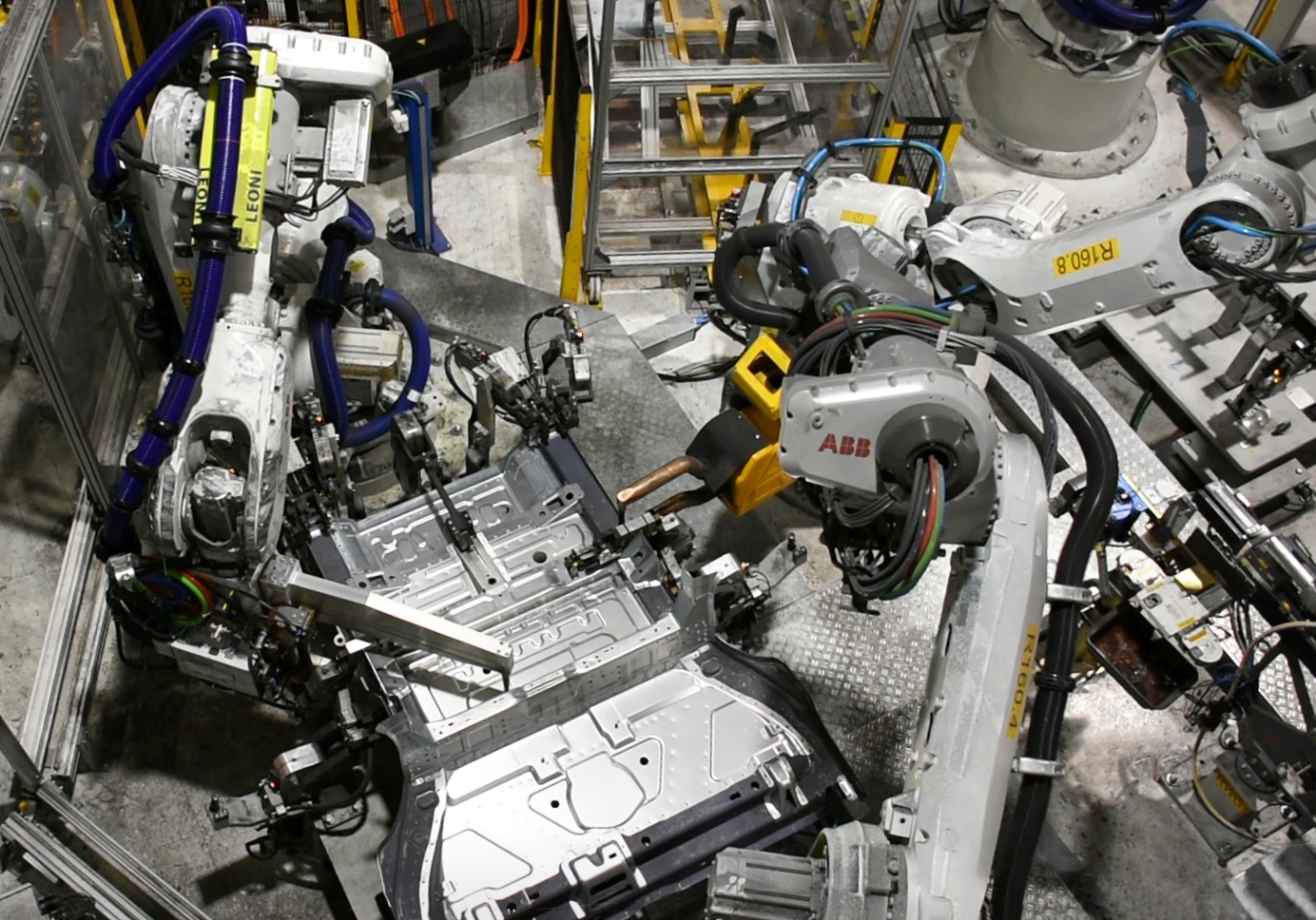
Die manuelle Entgratung von Werkstücken ist sehr zeit- und kostenintensiv. Bis zu 30 % der gesamten Bearbeitungszeit können auf diesen Bearbeitungsschritt entfallen. Aus diesem Grund wird bereits eine Automatisierung dieses Prozesses angestrebt, beispielsweise durch den Einsatz von Entgratungsmaschinen oder Robotern. Jedoch können diese Prozesse bei Abweichungen der Bauteil- und Kantenlage von der Sollposition zu einer falschen Prozessausführung und somit zu Ausschuss führen. Dieser Fall tritt besonders häufig bei Gussbauteilen oder dünnwändigen Bauteilen aus der Luft- und Raumfahrtindustrie auf.
Forschungsprojekt am IFW
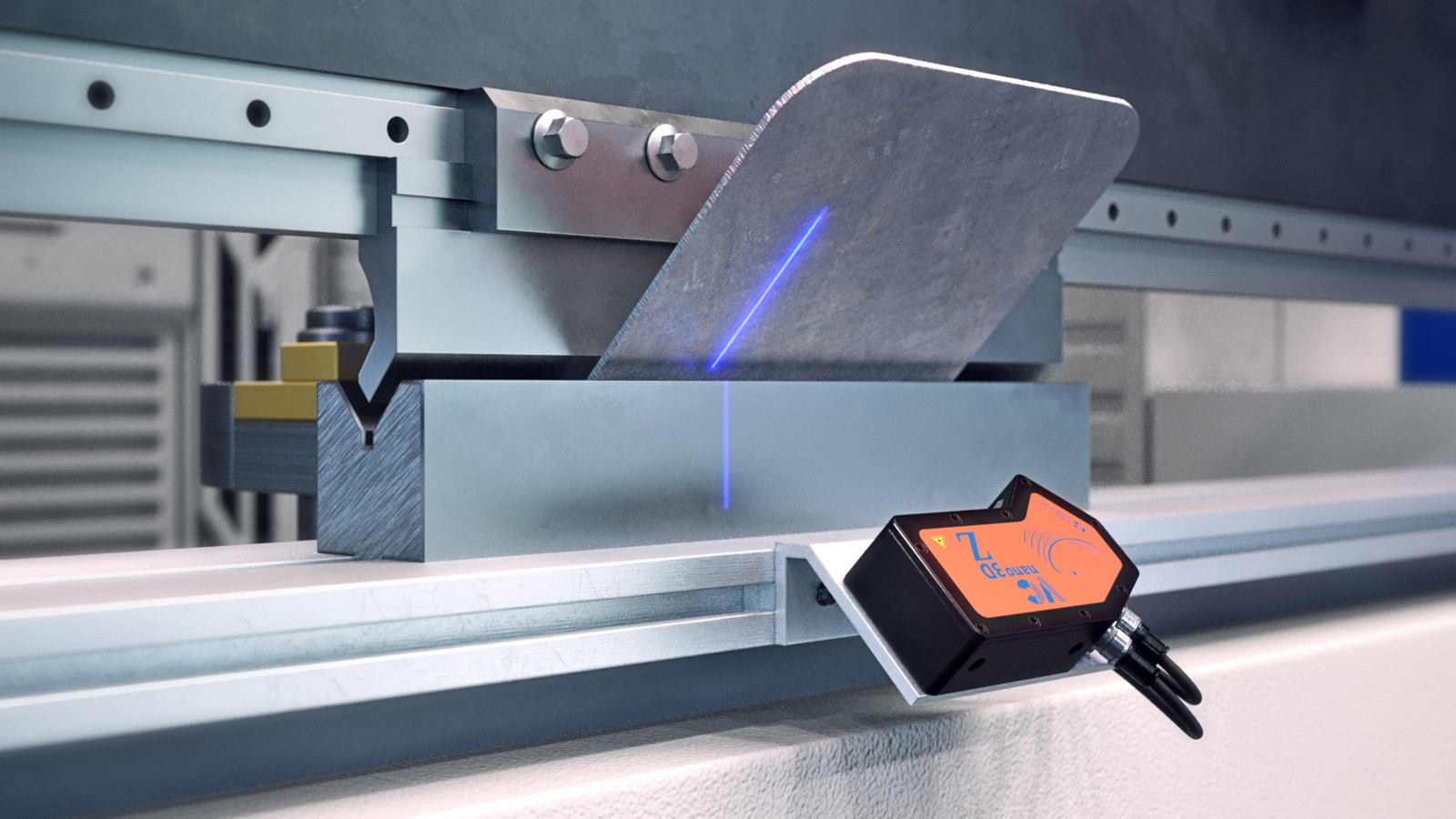
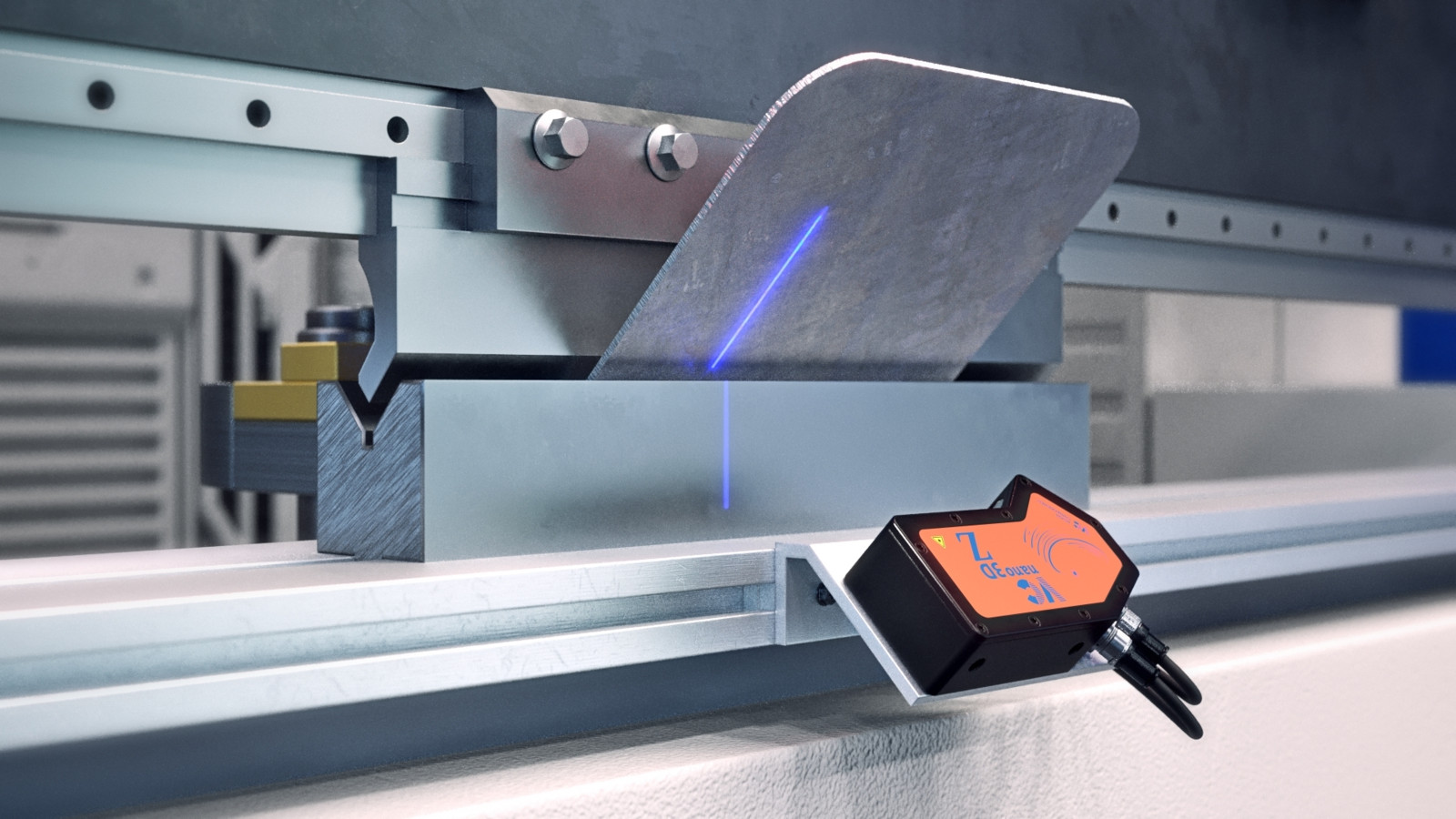
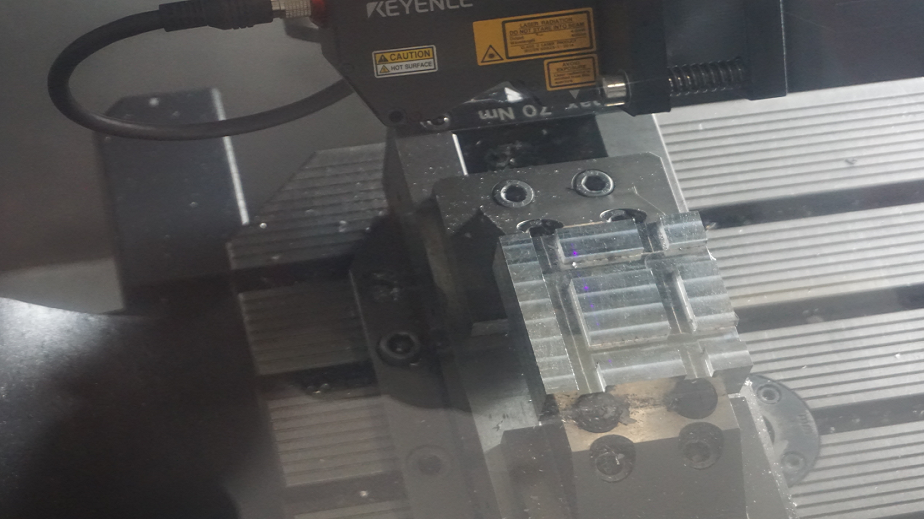
Im ZIM-Projekt „Adaptive Prozessplanung für das Entgraten von Strukturbauteilen“ (AdaPES) haben Forschende des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover in Zusammenarbeit mit der SWMS Systemtechnik Ingenieurgesellschaft mbH eine adaptive Planungsmethode für die automatische Entgratung entwickelt. Dabei wurde mittels des Einsatzes optischer Messtechnik die reale Grat- und Kantenlage erfasst. Hierzu wurde ein Lasertriangulationssensor in ein CNC-Fräszentrum integriert. Durch eine automatische Kopplung der Sensordaten mit aktuellen Maschinenachswerten kann so eine dreidimensionale Bauteil- und Kantenerfassung durch sogenannte Punktwolken erfolgen. Hierbei werden die Rotationsachsen der Maschine genutzt, um auch schwer zugängliche Hinterschneidungen zu erfassen.

Mehr Produktivität beim Entgraten
Erste Erfolge
Im Projekt konnten Messungen mit einer Geschwindigkeit von über 10.000 mm/min durchgeführt werden. Die Messgenauigkeit für die Kantenerfassung beträgt dabei 0,1 mm. Darüber hinaus haben die Projektmitarbeitenden unterschiedliche Entgratungs- und Eintauchstrategien für unterschiedliche Bauteilgeometrien sowie Werkstoffe (Vergütungsstahl 42CrMo4, Aluminiumlegierung Al7075) erforscht. Auf Basis dieses Erfahrungswissens können auch zukünftige Prozesse optimiert geplant werden. Mit der im Projekt entwickelten adaptiven Prozessplanung für das Entgraten von Strukturbauteilen können Formabweichungen von ca. ±10 mm prozesssicher erfasst werden. Die adaptive Entgratung ist mit Genauigkeiten von bis zu 0,1 mm und einer Entgratungszeit von weniger als 5 s auch bei komplexen 5-Achs-Freiformflächen möglich. Eine Handentgratung derselben Kante würde etwa 18 s beanspruchen. IFW-Mitarbeiter René Räker: „Wir konnten in dem Projekt die allgemeine Machbarkeit in der Praxis und zusätzlich die Möglichkeit einer Automatisierung für die Qualitätsprüfung von Kanten aufzeigen.“ Die Qualitätsprüfung könne, so Räker, prozesssicher mit einem Lasertriangulationssensor erfolgen. „Das Potenzial für die Automatisierung der häufig manuellen und wenig prozessstabilen Qualitätsprüfung ist enorm“, erläutert Wissenschaftler Räker. Das IFW strebt deswegen für die Zukunft eine weitere Prozessoptimierung und Automatisierung des erforschten und entwickelten Ansatzes gemeinsam mit dem Projektpartner SWMS auch über das Projekt hinaus an.